 ru
ru
 English
English Deutsch
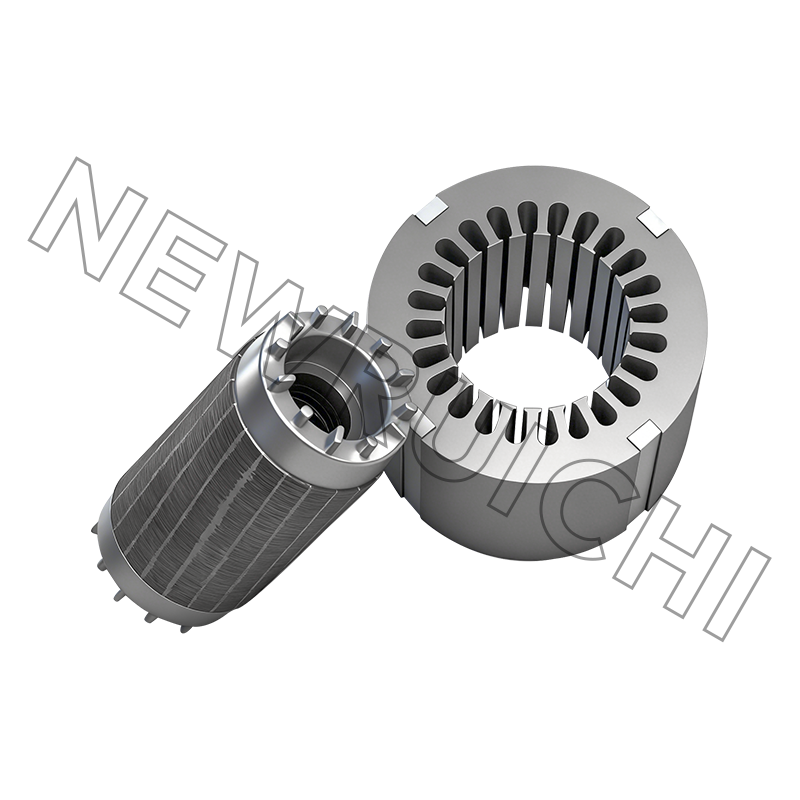
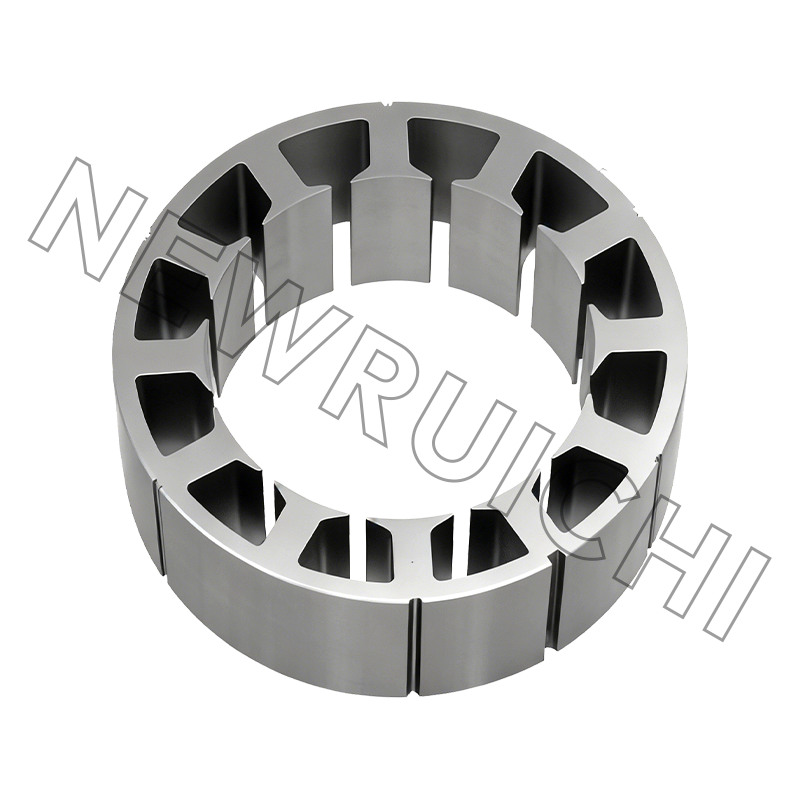
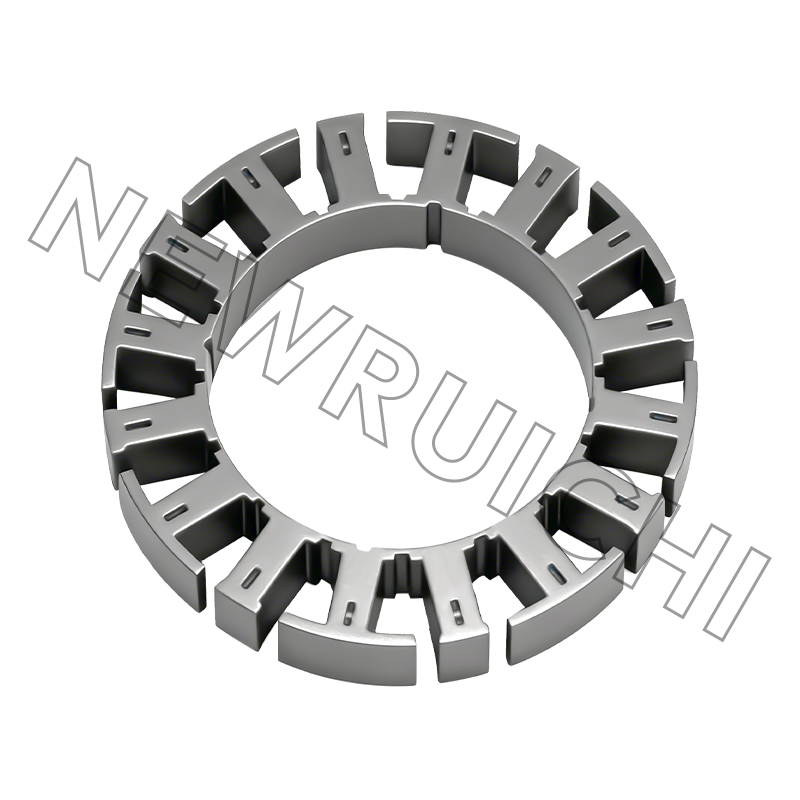
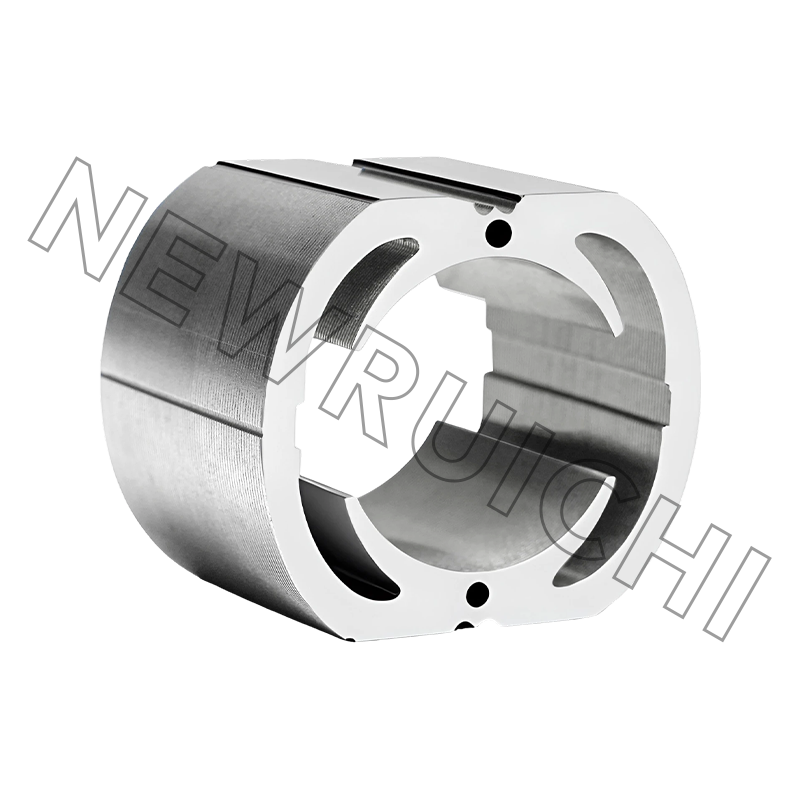
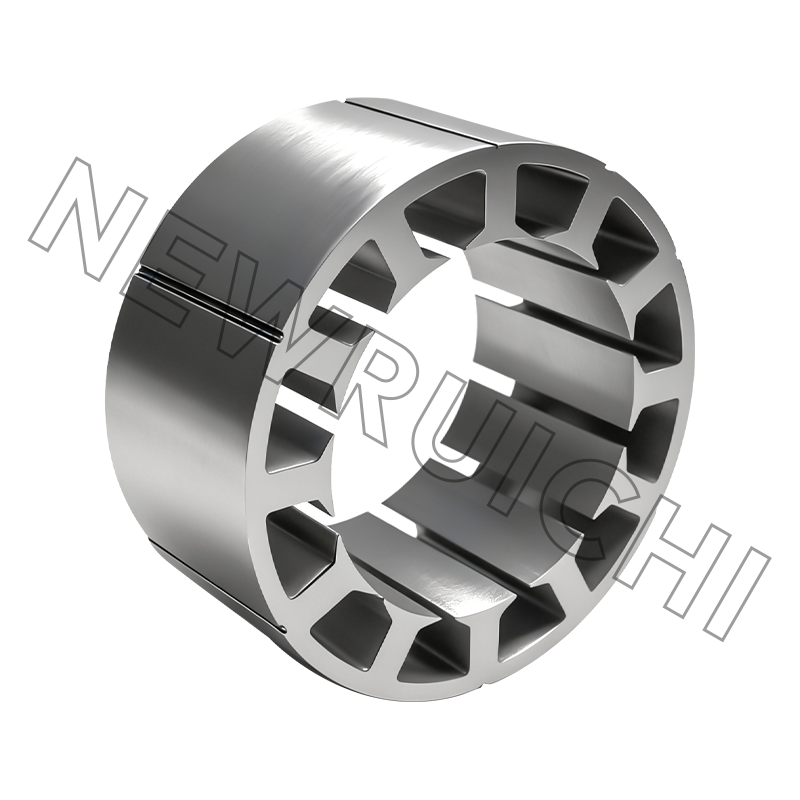
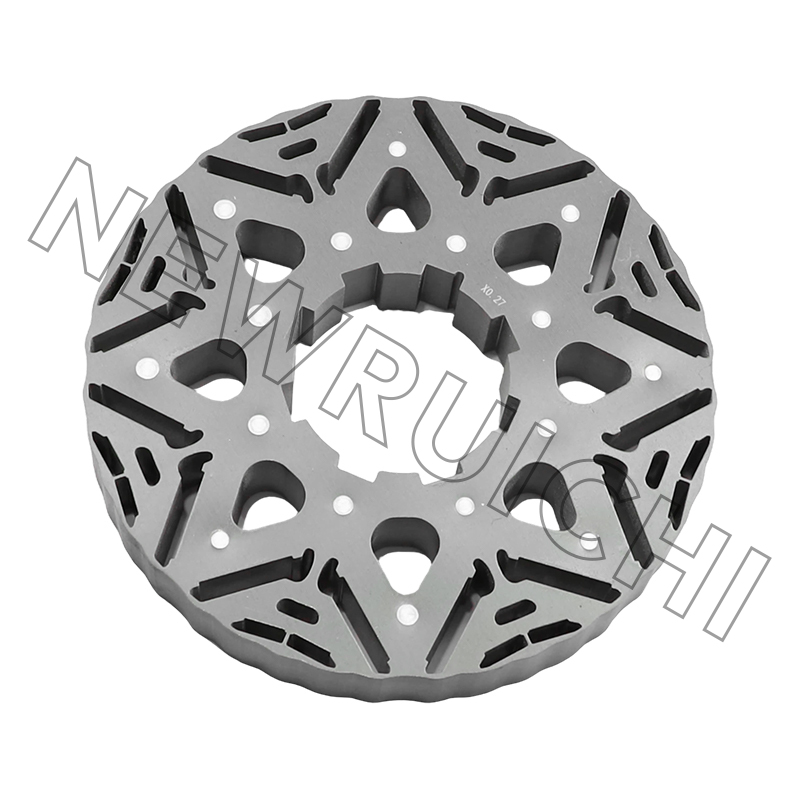
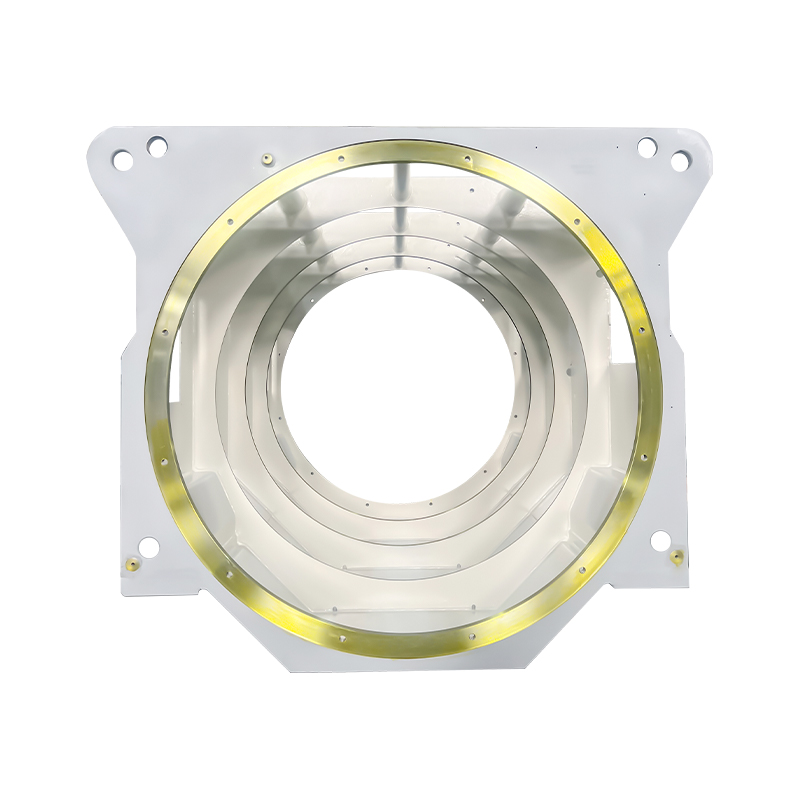
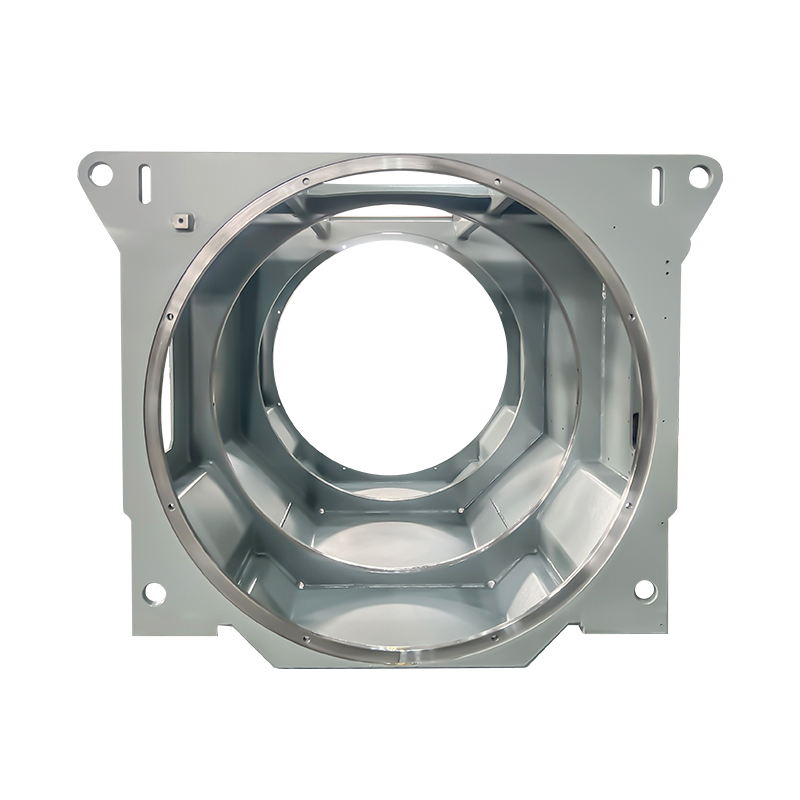
DeutschРулоны и материалы из кремниевой стали: полное руководство
Новые продукты руичи



Продукты Цайлян


![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Телефон/Телефон:
+86-18861576796 +86-18261588866
Телефон/Телефон:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Авторское право © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. Все права защищены.
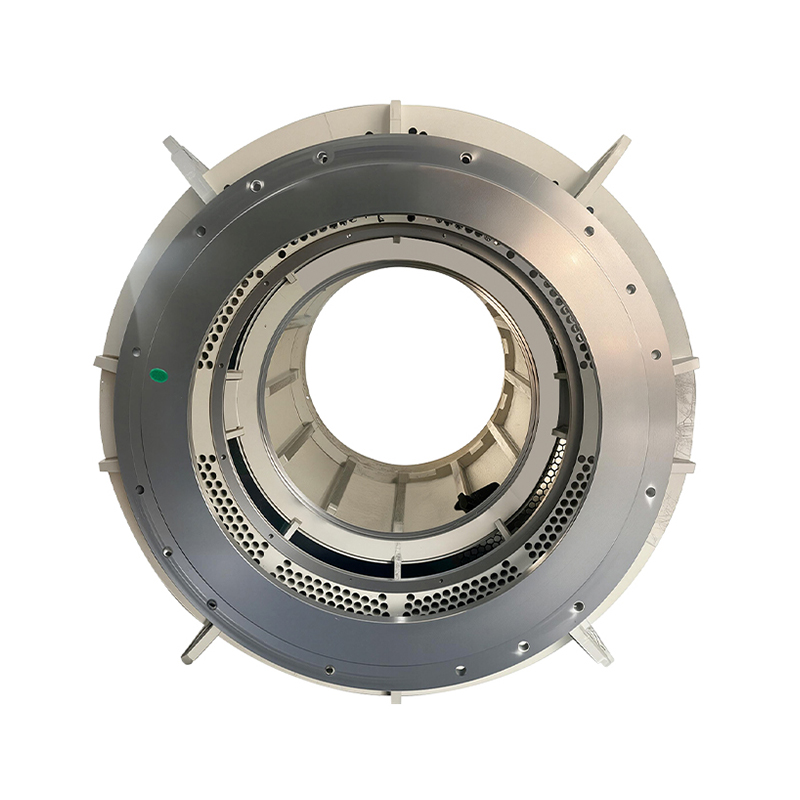
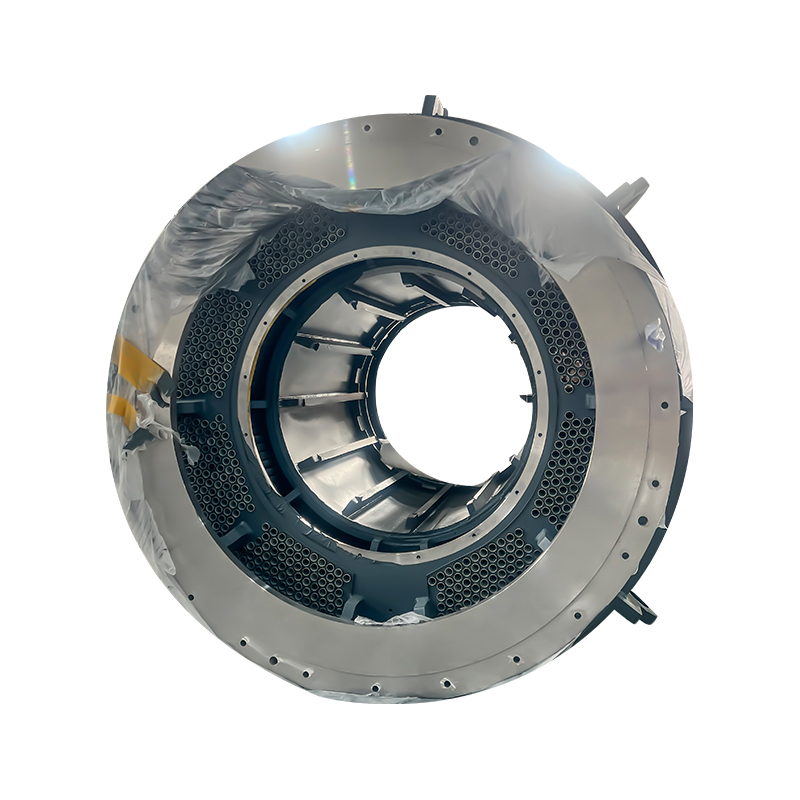
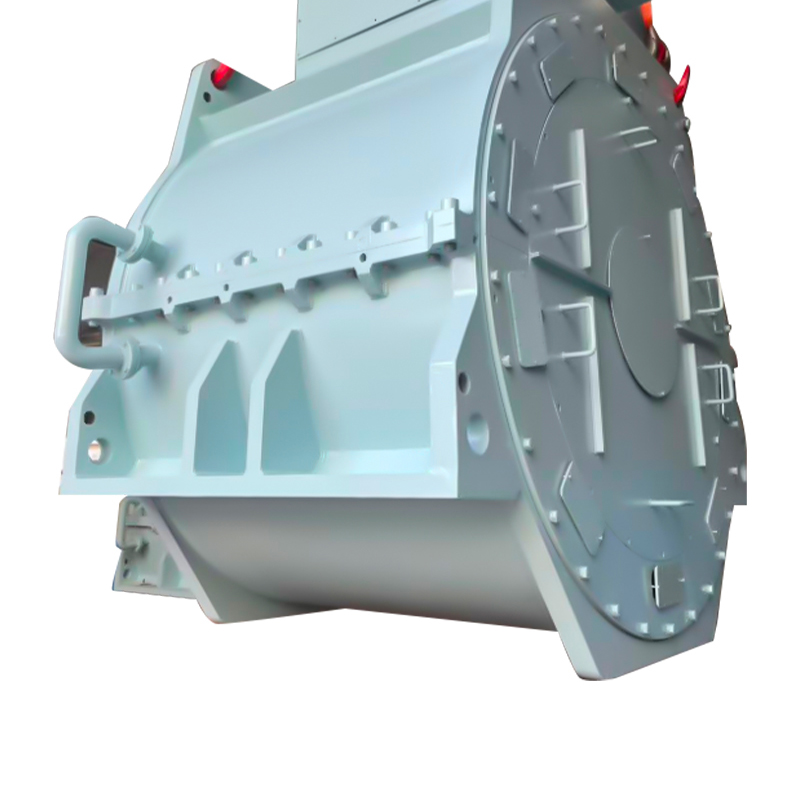
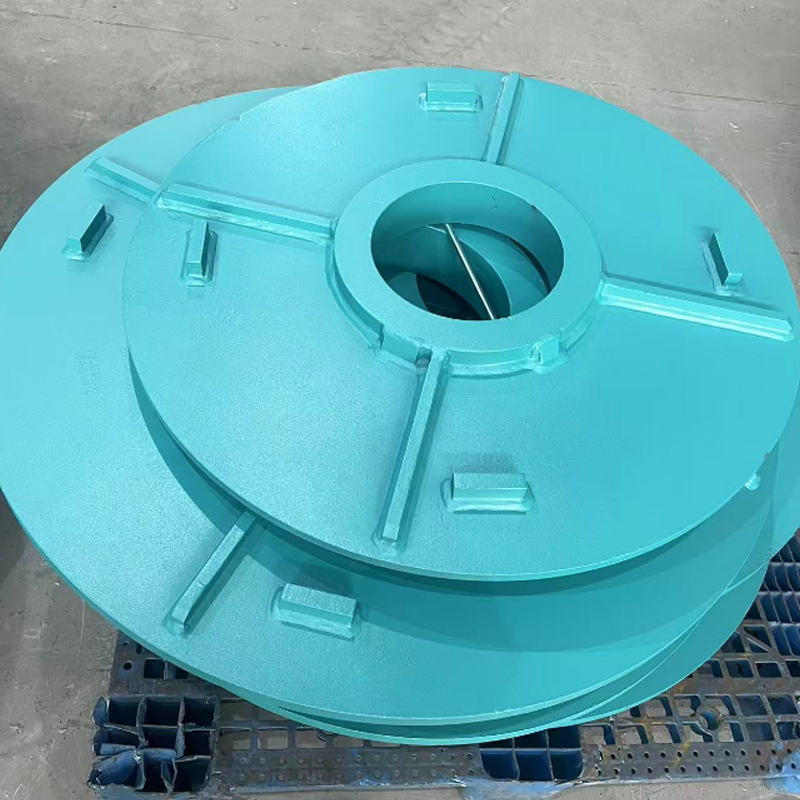
Производители сердечников статора и ротора
