 ru
ru
 English
English Deutsch
DeutschПочему производители двигателей переходят на готовые к установке готовые сердечники?
Контент
- 1 Помимо отдельных пластин: аргументы в пользу готовых сборок сердечников
- 2 Что на самом деле включают в себя готовые к установке ядра
- 3 Основные процессы сборки: штабелирование, клепка, сварка и склеивание.
- 4 Дополнительные дополнения: сборка вала и обработка изоляции.
- 5 Как готовые основные сборки сокращают сроки запуска продукта
- 6 Сравнение моделей поставок: отдельные ламинаты и готовые сборки
- 7 Выбор подходящего партнера по готовой основной сборке
Помимо отдельных пластин: аргументы в пользу готовых сборок сердечников
На протяжении десятилетий производители двигателей закупали отдельные пластины и самостоятельно выполняли все последующие операции по укладке, выравниванию и креплению. Хотя этот подход обеспечивал максимальную гибкость, он также вносил значительную сложность: координация нескольких подпроцессов, поддержка инструментов для каждого этапа сборки, обучение операторов различным методам и управление качеством на каждом этапе, прежде чем появится единое пригодное для использования ядро. Поскольку циклы разработки продукции сокращаются, а цепочки поставок требуют большей специализации, получила распространение более эффективная модель, основанная на готовых к установке готовых сердечниках и готовых узлах сердечников двигателей, которые поступают на производственную линию полностью обработанными и готовыми к немедленному использованию.
Этот сдвиг — не просто вопрос удобства. Это представляет собой фундаментальное изменение в том, как производители двигателей распределяют инженерные ресурсы, управляют рисками и ускоряют вывод продукции на рынок. Когда сердечник — наиболее критический с магнитной и механической точки зрения элемент любого электродвигателя или генератора — поставляется в виде стабильной, оптимизированной конструкции, а не кучи отдельных пластин, каждый последующий этап сборки двигателя становится быстрее, более повторяемым и более простым для контроля качества. Понимание того, что входит в производство этих сборок и как выбрать для них подходящего партнера, теперь является стратегическим приоритетом для групп инженеров и снабженцев в автомобильной промышленности.
Что на самом деле включают в себя готовые к установке ядра
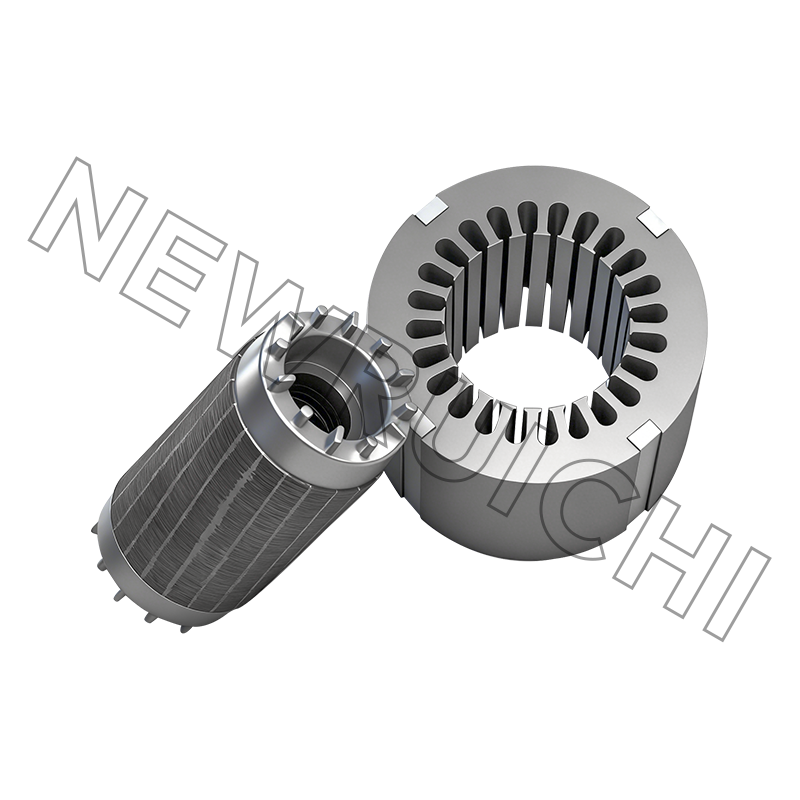
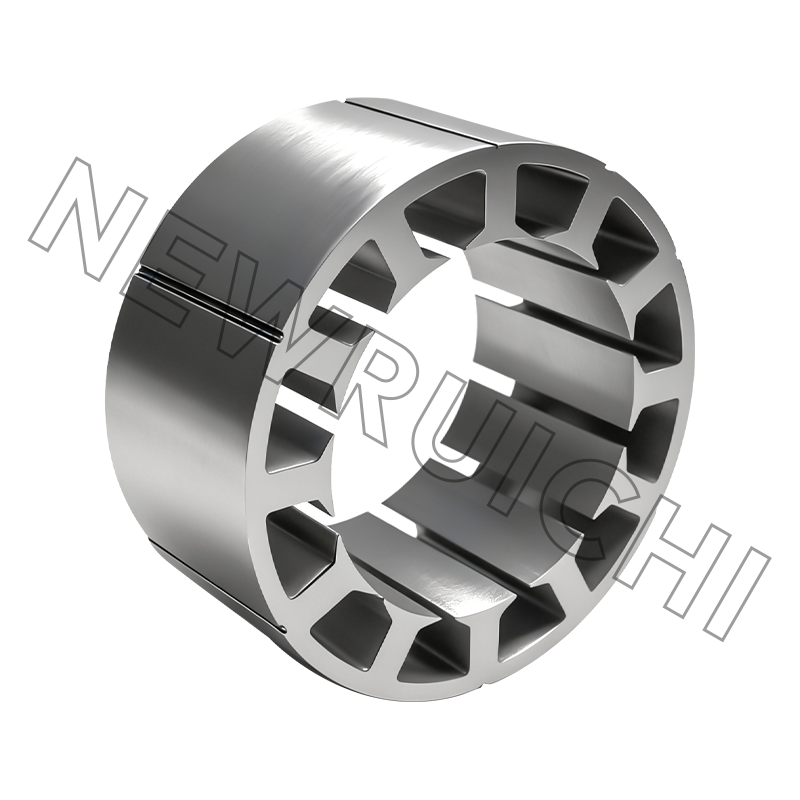
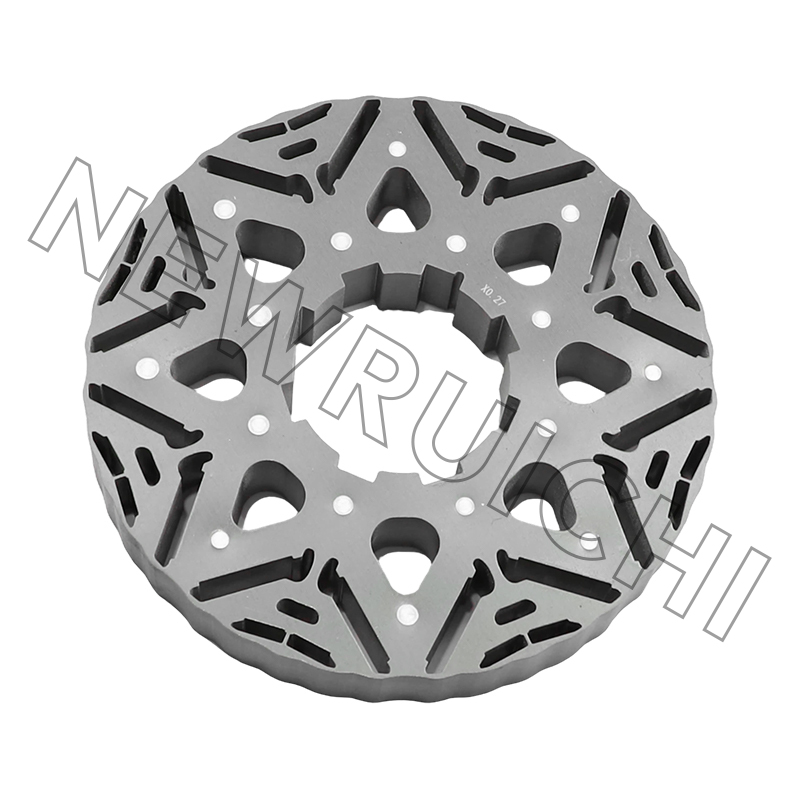
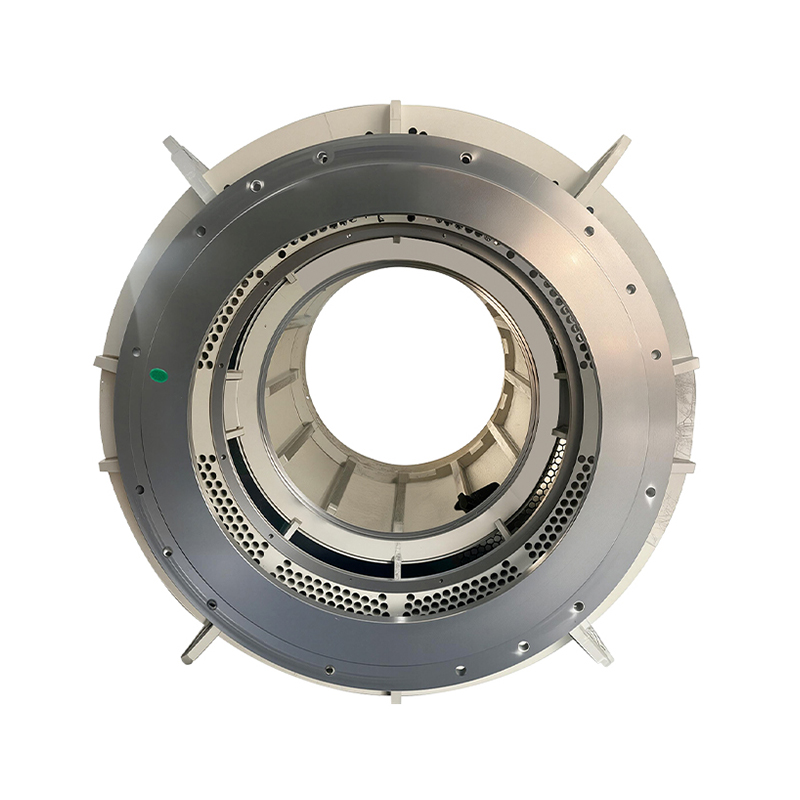
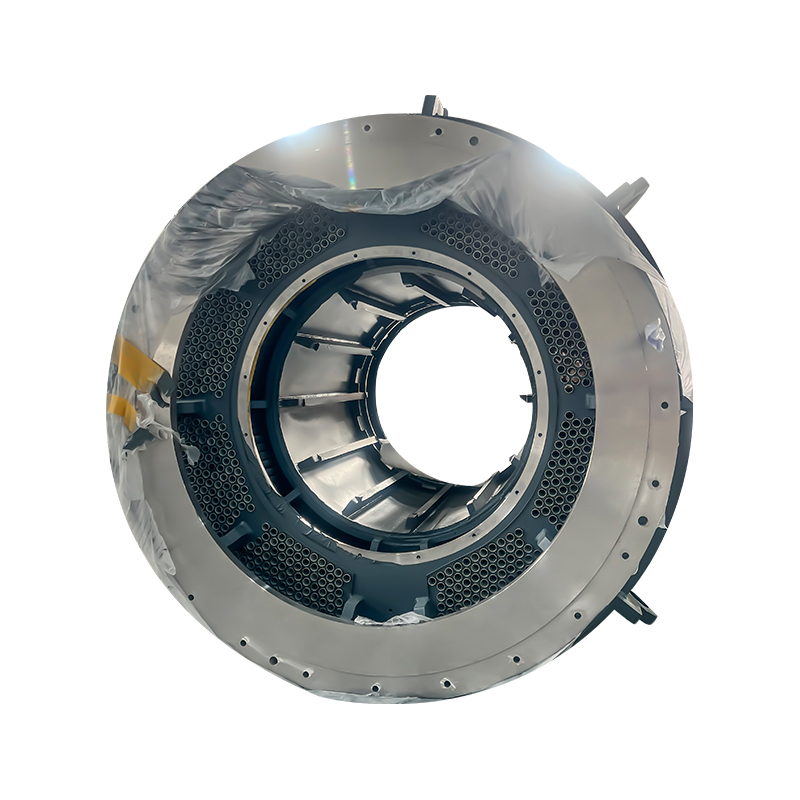
Срок готовые к установке готовые ядра включает в себя широкий спектр результатов, объединенных принципом, согласно которому ядро поступает на предприятие заказчика в состоянии, не требующем дальнейшей структурной обработки перед началом сборки. На базовом уровне это означает точно уложенный и закрепленный пакет ламинатов, но на практике объем «готового» оборудования значительно варьируется в зависимости от типа двигателя, применения и требований заказчика.
Полностью реализованный готовый сердечник обычно включает в себя несколько этапов процесса, которые в противном случае пришлось бы выполнять производителю двигателя. При штабелировании отдельные пластины выравниваются в точной вращательной и осевой ориентации для достижения заданной высоты стопки и магнитной симметрии. Клепка механически фиксирует стопку пластин вместе с высокой силой зажима, обеспечивая стабильность размеров при вибрации и термоциклировании работы двигателя. Сварка, применяемая по внешней окружности или в определенных точках сварки, добавляет дополнительную структурную целостность в условиях высоких напряжений. Склеивание — использование специального клея между слоями ламината — все чаще применяется в чувствительных к шуму применениях, поскольку оно устраняет микровибрацию между пластинами, которая способствует слышимому шуму двигателя и потерям железа. Комбинация этих методов, выбранных и упорядоченных в соответствии с конкретными проектными требованиями, превращает свободную стопку электротехнической стали в стабильную, оптимизированную структуру магнитного сердечника.
Основные процессы сборки: штабелирование, клепка, сварка и склеивание.
Каждый из четырех основных процессов сборки придает готовому ядру особый и невзаимозаменяемый набор свойств. Выбор правильной комбинации или понимание того, почему поставщик выбрал тот или иной подход, требует ясности в отношении того, чего достигает каждый процесс и какие компромиссы он вносит.
Управление штабелированием и ориентацией
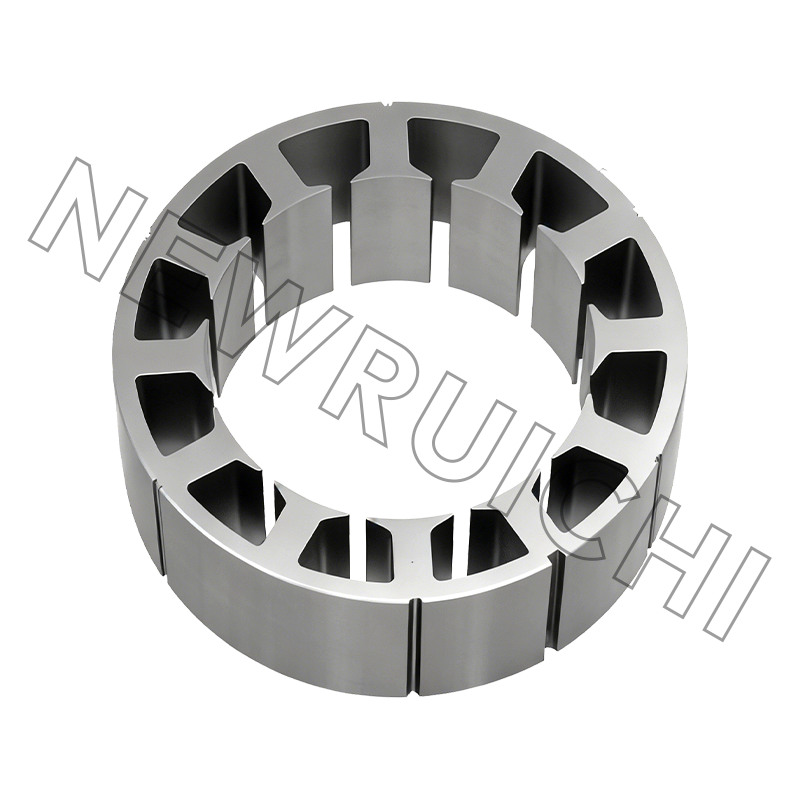
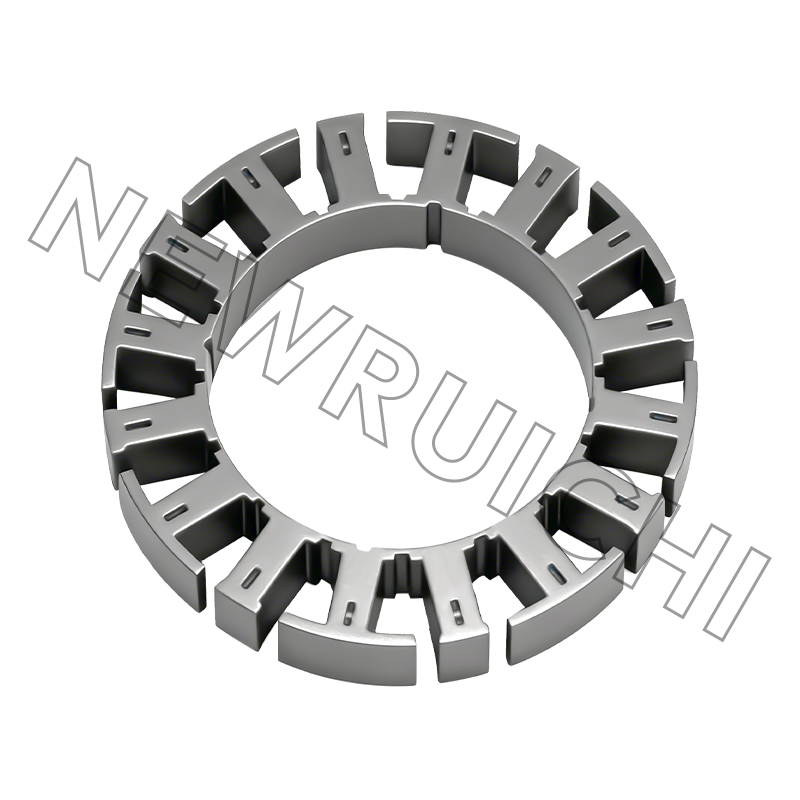
Прецизионная укладка является основой каждого процесса сборки ядра. Пластины должны быть выровнены с жесткими угловыми и осевыми допусками, чтобы обеспечить единообразие геометрии пазов, профилей зубьев и размеров вилки по всей высоте стопки. Даже незначительное смещение накапливается на сотнях пластин, образуя ступенчатые поверхности, которые усложняют установку обмотки и ухудшают однородность магнитного потока. Автоматизированные системы штабелирования с визуальным выравниванием и измерением высоты в процессе производства используются в крупносерийном производстве готовых сборок сердечников двигателей для обеспечения допусков, которых невозможно надежно достичь при ручной штабелировании.
Клепка для обеспечения механической целостности
При клепке стальные или алюминиевые заклепки проходят через предварительно пробитые отверстия в пакете пластин и деформируются концы заклепок под контролируемым усилием, создавая зажатый узел, который противостоит осевому разделению и относительному движению пластин. Этот процесс является быстрым, экономичным и широко применимым при любой геометрии сердечника статора и ротора. Схема заклепок, материал и сила зажима разработаны таким образом, чтобы поддерживать целостность стопки без образования путей короткого замыкания между пластинами — ключевой фактор электромагнитных характеристик, который должен быть сбалансирован с механическими требованиями в каждой конструкции.
Сварка в условиях высоких напряжений
Лазерная сварка и сварка TIG по внешнему диаметру сердечников статора или вдоль линий осевого сварного шва на сердечниках ротора обеспечивают более высокую прочность соединения, чем одна клепка, что делает сварные сборки предпочтительным выбором для высокоскоростных двигателей, тяговых устройств и сред, подверженных сильной вибрации. Глубина провара, геометрия шва и тепловложение строго контролируются, чтобы минимизировать тепловые искажения и предотвратить образование межламинарных проводящих мостиков, которые могут увеличить потери на вихревые токи.
Соединение для оптимизации шума и эффективности
Клеевое соединение между пластинами с использованием структурных клеев, отверждаемых термическим или УФ-излучением, устраняет механические контактные поверхности, которые являются основным источником вибрационного шума в обычных клепаных или сварных сердечниках. Склеенные сердечники также равномерно распределяют зажимное напряжение по поверхности ламината, а не концентрируют его в точках заклепок или сварных швов, что снижает локальное увеличение магнитной коэрцитивности, вызванное напряжением. Для тяговых двигателей электромобилей премиум-класса, двигателей компрессоров систем отопления, вентиляции и кондиционирования воздуха и прецизионных сервоприводов готовые к установке готовые сердечники обеспечивают измеримые улучшения как акустических характеристик, так и общего КПД двигателя.
Дополнительные дополнения: сборка вала и обработка изоляции.
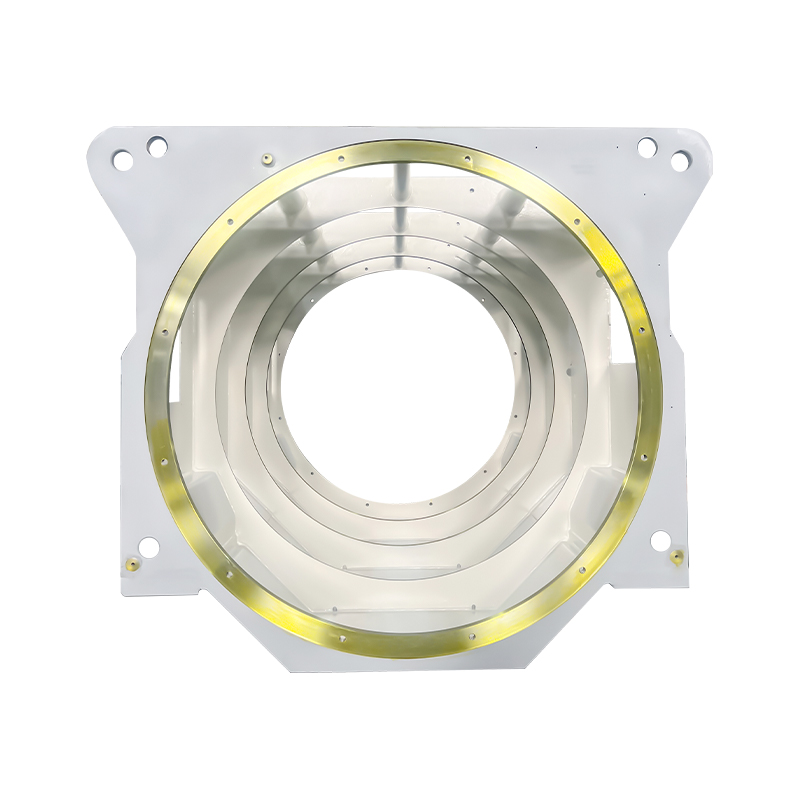
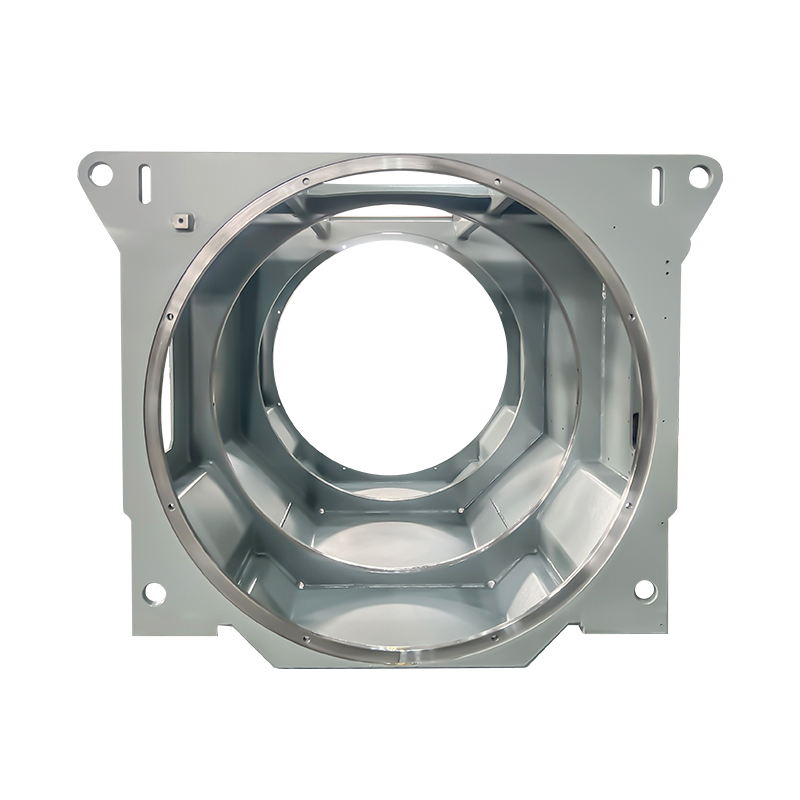
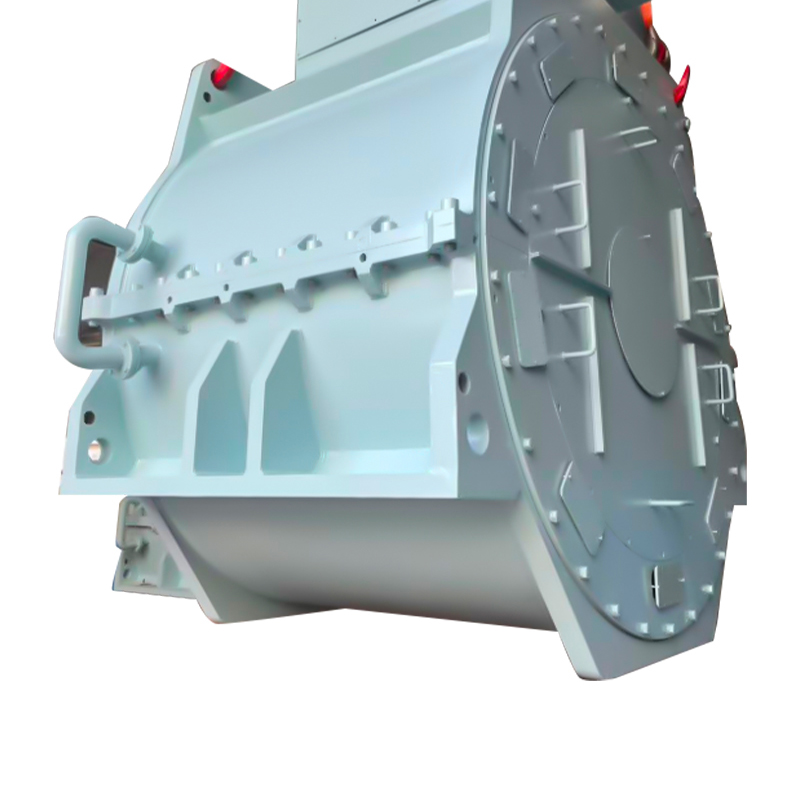
Помимо основных процессов крепления, поставщики Готовые сборки сердечников двигателя все чаще предлагают интегрированные дополнительные услуги, которые еще больше сокращают внутреннюю рабочую нагрузку заказчика по сборке. Двумя наиболее эффективными вариантами являются сборка вала и изоляционная обработка. Оба этих варианта, если они выполняются на уровне основного поставщика, исключают целые технологические этапы с производственной линии производителя двигателей.
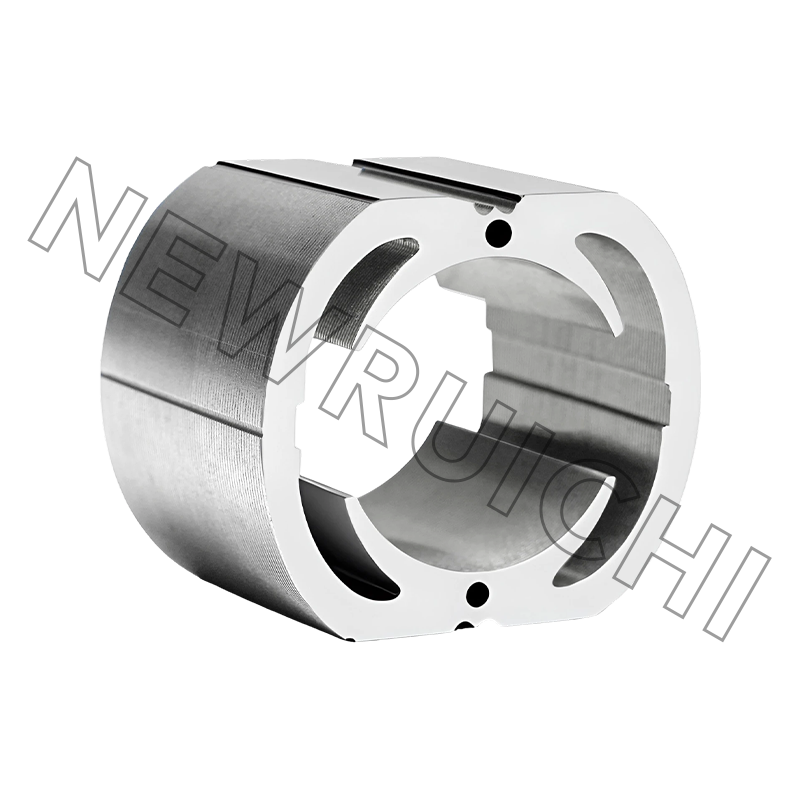
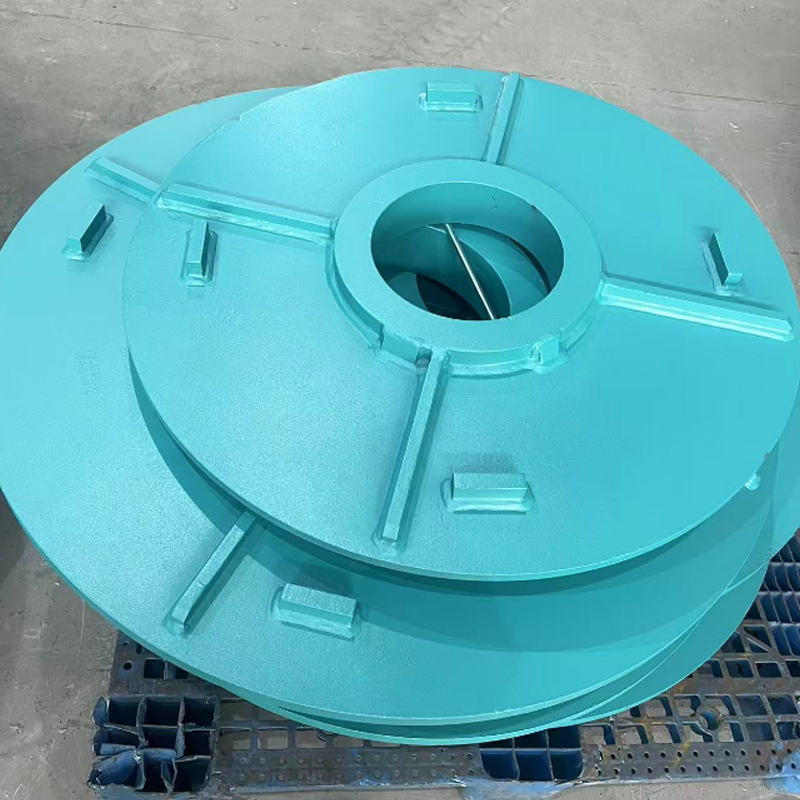
- Сборка вала: Прессование или термопосадка сердечника ротора на вал двигателя требует точного контроля посадки с натягом, специального прессового оборудования и тщательного управления температурой, чтобы избежать повреждения пластин. Когда основной поставщик выполняет эту операцию, клиент получает сбалансированный узел ротора, готовый к установке подшипников, что позволяет убрать технически сложный процесс со сборочной линии, на которой может не хватать специализированного инструмента для его надежного выполнения в больших масштабах.
- Изоляционная обработка: Изоляция пазов — независимо от того, применяется ли она в виде заранее сформированной изоляционной бумаги, порошкового покрытия или жидкой эпоксидной пропитки — защищает проводники обмотки от электрического контакта со стальным сердечником и обеспечивает диэлектрический барьер, необходимый для долгосрочной надежности двигателя. Получение сердечников с уже нанесенной пазовой изоляцией позволяет операторам намотки немедленно приступить к установке катушек, без промежуточного этапа подготовки изоляции, который в противном случае потребовал бы отдельного оборудования и проверки качества.
- Обработка поверхности и покрытие: Перед доставкой на сборку сердечника можно нанести антикоррозионное покрытие, окраску или анодирование, что исключает операции по обработке и маскировке на сборочном предприятии двигателя и обеспечивает единообразную косметическую и защитную отделку каждого блока.
- Размерная и магнитная проверка: Отчеты о предотгрузочной проверке, включая высоту штабеля, диаметр отверстия, концентричность и измеренные данные о потерях в сердечнике, предоставляют производителям двигателей входную документацию по качеству, необходимую для принятия сборок непосредственно в производство без лишних этапов входного контроля.
Как готовые основные сборки сокращают сроки запуска продукта
Одним из наиболее убедительных аргументов в пользу поиска готовых к установке готовых сердечников и готовых сборок сердечников двигателей является прямое влияние на скорость разработки новых продуктов. Когда производители двигателей несут ответственность за все основные этапы обработки внутри компании, каждая новая конструкция продукта требует аттестации штабелируемых приспособлений, инструментов для заклепок, параметров сварки и процессов нанесения изоляции — бремя проверки, которое может добавить недели или месяцы к графику разработки, прежде чем будет собран единственный серийный прототип.
Передача этой сложности опытному поставщику основных сборок перекладывает бремя квалификации на предприятие с отлаженными процессами, проверенным оборудованием и специализированными инженерными группами. Производитель двигателей получает готовые сборки, которые уже прошли размерные и магнитные характеристики, что позволяет немедленно перейти к намотке, пропитке и испытаниям на уровне системы. Итеративные изменения конструкции — корректировка геометрии пазов, изменение высоты пакета или повышение класса материала — можно быстро вносить, не требуя от производителя двигателя повторной аттестации внутреннего инструмента. Такая гибкость особенно ценна на конкурентных рынках, где возможность довести новую конструкцию двигателя от прототипа до производства в кратчайшие сроки является прямым коммерческим преимуществом.
Сравнение моделей поставок: отдельные ламинаты и готовые сборки
Решение между закупкой отдельных пластин и приобретением готовых узлов сердечника двигателя в конечном итоге является стратегическим, учитывающим внутренние возможности, объем производства, требования к контролю качества и риски в цепочке поставок. В следующей таблице приведены ключевые различия между двумя моделями питания по размерам, наиболее важным для производителей двигателей:
| Размерность | Свободные ламинации | Готовые сборки сердечников двигателя |
| Требуется внутренний инструмент | Высокая — все необходимые приспособления для штабелирования, клепки и сварки. | Низкий — инструментарий находится под управлением поставщика |
| Сложность сборочной линии | Высокий — перед намоткой требуется несколько этапов процесса. | Низкий — ядро поставляется готовым к немедленному использованию. |
| Пункты контроля качества | Много — каждый шаг внутреннего процесса должен быть проверен | Меньше — проверка поставщиком перед отправкой |
| Скорость запуска нового продукта | Медленнее — требуется внутренняя квалификация процесса | Быстрее — поставщик проводит квалификацию |
| Пригодность для низких и средних объемов | Менее эффективен — высокие фиксированные затраты на единицу продукции. | Хорошо подходит — не требуется вложений в фиксированный инструмент |
| Гибкость дизайна | Высокий — полный собственный контроль над параметрами процесса. | Высокий — изменения реализованы совместно с поставщиком. |
Выбор подходящего партнера по готовой основной сборке
Качество готового сердечника двигателя неотделимо от возможностей и технологической дисциплины поставщика, производящего его. Оценка потенциального партнера требует не только цены и времени выполнения заказа, но и оценки глубины его технических возможностей по всей цепочке процесса сборки. Ключевые критерии включают диапазон доступных технологий крепления (поставщик, предлагающий только клепку, не может обслуживать приложения, где технически требуется склеивание или сварка), а также точность и повторяемость их систем штабелирования и выравнивания, их подход к контролю качества в процессе производства и их способность предоставлять документированные данные о размерах и магнитных характеристиках с каждой поставкой.
Не менее важным является наличие у поставщика возможностей технической поддержки. Лучшие поставщики готовых к установке готовых сердечников выступают в качестве партнеров по совместному проектированию, предоставляя информацию о геометрии пластин, оптимизации высоты пакета, выборе процесса и выборе сорта материала на этапе разработки двигателя, а не просто выполняют фиксированный чертеж после того, как проект заморожен. Такое раннее участие позволяет разрабатывать конструкции, оптимизированные как по характеристикам двигателей, так и по эффективности производства, сокращая затраты и время, связанные с итерациями проектирования, которые можно было бы ожидать при более раннем привлечении поставщиков. Для производителей двигателей, стремящихся сократить сроки выпуска продукции и повысить стабильность готовых сборок, выбор поставщика с такими возможностями является одним из важнейших решений в процессе закупок.

Ваш адрес электронной почты не будет опубликован. Обязательные поля отмечены *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Телефон/Телефон:
+86-18861576796 +86-18261588866
Телефон/Телефон:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Авторское право © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. Все права защищены.
Производители сердечников статора и ротора
