 ru
ru
 English
English Deutsch
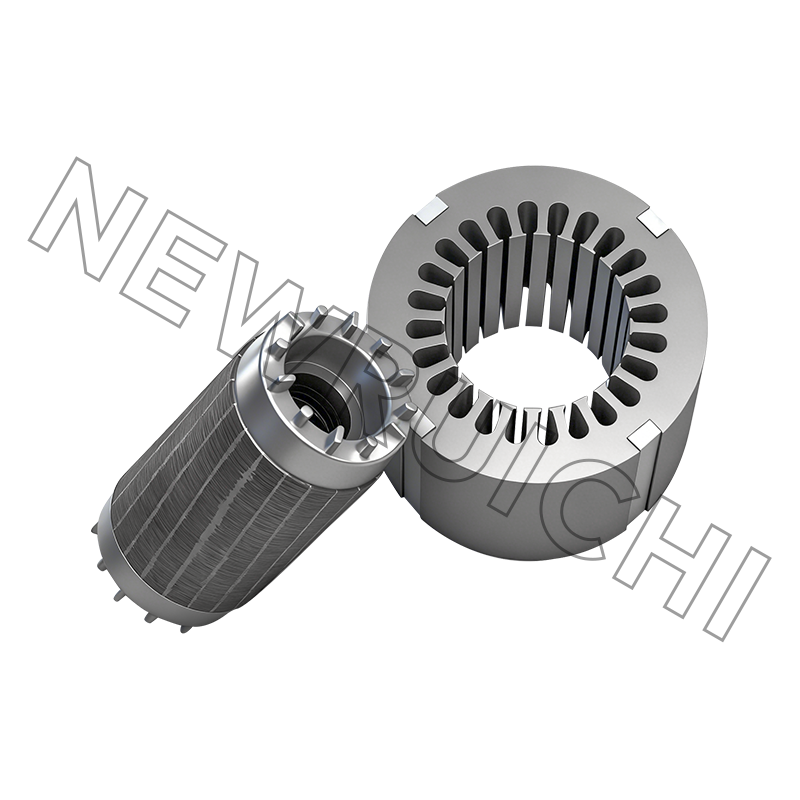
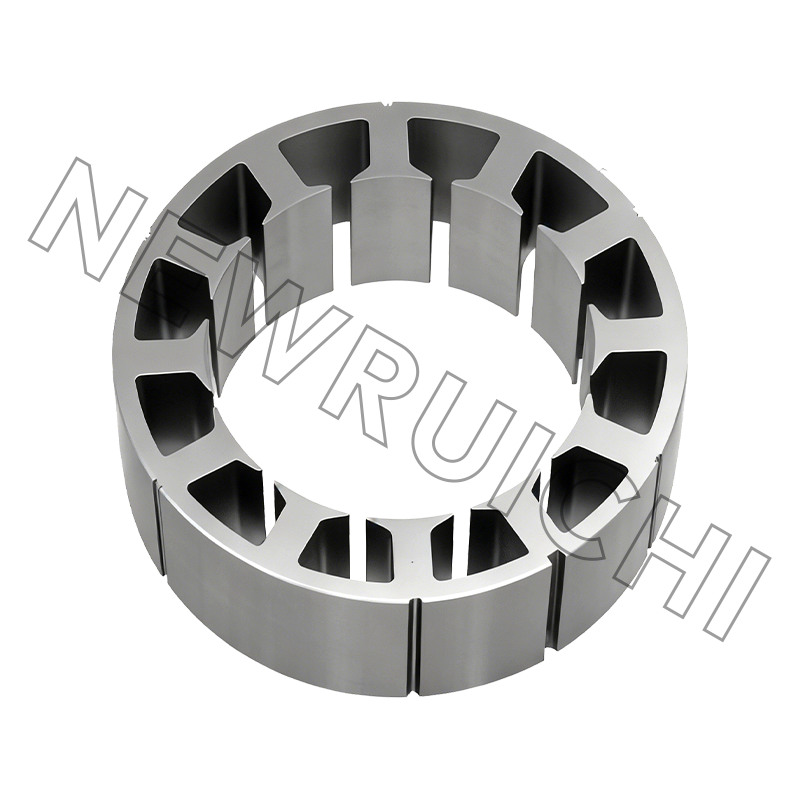
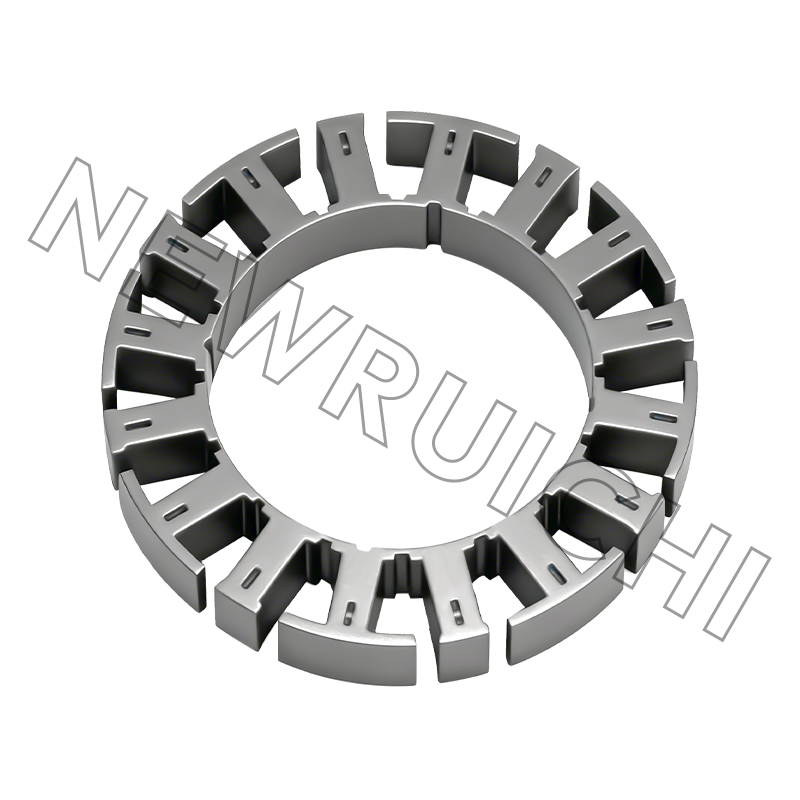
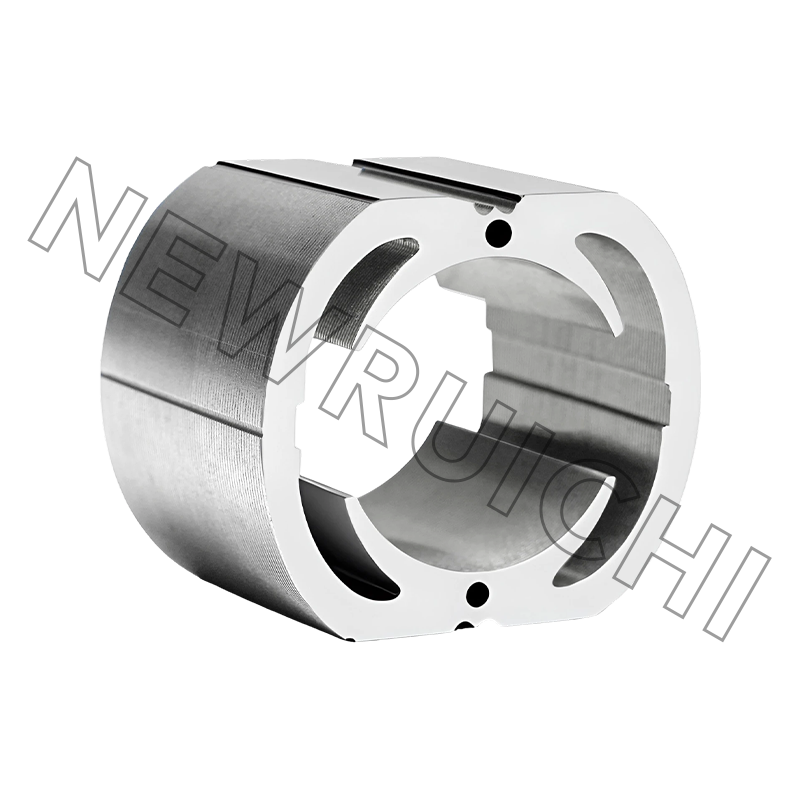
DeutschСердечник статора серводвигателя и пластины ротора
Контент
- 1 Почему сердечник статора двигателя определяет производительность сервосистемы
- 2 Выбор материала: основа магнитных характеристик с низкими потерями
- 3 Прецизионная штамповка: как производственный процесс обеспечивает постоянство размеров
- 4 Конструкция сердечника ротора статора: согласование полюсов и пазов и оптимизация магнитной цепи
- 5 Укладка, склеивание и сборка ядра: от слоев к функциональным ядрам
- 6 Варианты настройки геометрии ламинирования серводвигателя
- 7 Результаты производительности: что обеспечивают высококачественные ядра в приложениях
Почему сердечник статора двигателя определяет производительность сервосистемы
В любой системе точного перемещения серводвигатель выполняет функцию исполнительного механизма, преобразуя электрический входной сигнал в контролируемый механический выходной сигнал с откликом на уровне миллисекунд. В центре этого процесса преобразования находится сердечник статора двигателя: фиксированная магнитная структура, которая генерирует вращающееся электромагнитное поле, приводящее в движение ротор. Его геометрия, свойства материала и точность изготовления в совокупности определяют, насколько эффективно и точно происходит преобразование энергии.
Хорошо спроектированный сердечник статора не просто проводит магнитный поток. Он формирует пространственное распределение этого потока по воздушному зазору, напрямую влияя на линейность крутящего момента, качество формы сигнала обратной ЭДС и способность двигателя поддерживать точное управление положением в различных условиях нагрузки. В роботизированных манипуляторах, обрабатывающих центрах с ЧПУ и многоцикловых автоматизированных сборочных линиях — средах, где точность позиционирования измеряется в микрометрах, а время цикла — в миллисекундах — сердечник статора не является товарным компонентом. Это прецизионный элемент производительности.
Производители, которые рассматривают выбор и спецификацию сердечника статора как инженерное решение, а не закупочное решение, последовательно достигают лучших результатов на уровне системы: меньшие пульсации крутящего момента, снижение тепловыделения и более длительные эксплуатационные интервалы между циклами технического обслуживания.
Выбор материала: основа магнитных характеристик с низкими потерями
Магнитные и электрические свойства ламинирующего материала устанавливают абсолютный потолок эффективности и динамической реакции двигателя. Для пластин статора и ротора серводвигателя в прецизионных сервоприводах предпочтительным материалом является кремниевая сталь с высокой проницаемостью — обычно неориентированная электротехническая сталь с содержанием кремния от 2% до 3,5%.
Легирование кремнием подавляет потери на вихревые токи за счет увеличения удельного электрического сопротивления, а марки с высокой проницаемостью обеспечивают насыщение магнитной цепи при более высоких плотностях магнитного потока, что позволяет увеличить выходной крутящий момент на единицу объема сердечника. Ключевые параметры производительности, которые следует указывать при выборе материала для ламинирования, включают:
- Потери в сердечнике (Вт/кг) - измерено при определенной плотности потока и частоте (например, 1,0 Тл при 50 Гц или 400 Гц для высокоскоростных применений); более низкие потери в сердечнике уменьшают тепловыделение и повышают эффективность на рабочей скорости
- Относительная проницаемость (мкр) — более высокая магнитная проницаемость снижает магнитодвижущую силу, необходимую для достижения заданной плотности потока, что позволяет более оперативно генерировать крутящий момент
- Толщина ламинации — более тонкие пластины (0,20 мм, 0,27 мм, 0,35 мм) уменьшают потери на вихревые токи на более высоких электрических частотах; соответствующая толщина зависит от номинальной скорости двигателя и полосы регулирования.
- Изоляционное покрытие — межслойная изоляция (обычно покрытие класса C-5 или C-6) предотвращает возникновение вихревых токов между сложенными друг за другом пластинами, сохраняя заданные характеристики потерь в собранном сердечнике.
Для сверхвысокоскоростных серводвигателей, работающих со скоростью более 10 000 об/мин, вместо обычной кремнистой стали могут использоваться аморфные металлические сплавы или сплавы железа с кобальтом, что обеспечивает существенно меньшие потери в сердечнике на высоких частотах при соответствующей надбавке к стоимости.
Прецизионная штамповка: как производственный процесс обеспечивает постоянство размеров
Переход от сырой электротехнической стали к готовой пластины статора и ротора серводвигателя требуется технология прецизионной штамповки, способная обеспечить жесткие геометрические допуски при крупносерийном производстве. Несоответствие размеров пластин — различия в геометрии пазов, ширине зубьев или внешнем диаметре — приводит непосредственно к магнитной асимметрии в собранном сердечнике, вызывая гармонические искажения потока в воздушном зазоре и измеримое увеличение пульсаций крутящего момента.
Прогрессивная штамповка является доминирующим методом производства ламинирования с помощью серводвигателей, обеспечивая производительность и повторяемость, необходимые для стабильного качества в масштабе. К основным размерным параметрам, контролируемым при штамповке, относятся:
- Допуск геометрии паза — ширина и глубина паза напрямую влияют на коэффициент заполнения обмотки и сопротивление магнитного пути; типичные целевые допуски для ламинатов сервокласса составляют ±0,02 мм или меньше.
- Контроль высоты бора — чрезмерные заусенцы в зоне штамповочного сдвига увеличивают эффективную толщину ламината, ухудшают целостность изоляции и создают концентрации напряжений, которые увеличивают потери на гистерезис; высота заусенцев обычно контролируется на уровне ≤0,05 мм.
- Плоскостность и выпуклость — неплоские пластины создают неравномерность укладки, что приводит к эксцентриситету ротора и вибрации на рабочей скорости; отклонение от плоскостности обычно указывается в пределах 0,1 мм на 100 мм диаметра пластины.
- Соосность внутреннего и внешнего диаметра — критически важен для поддержания однородного воздушного зазора по окружности ротора, что напрямую определяет содержание пространственных гармоник в форме сигнала плотности потока воздушного зазора.
Гладкие кромки, достигаемые за счет контролируемого зазора матрицы и регулярного технического обслуживания матрицы, также способствуют механическому балансу во время высокоскоростного вращения, уменьшая силы возбуждения вибрации, которые в противном случае привели бы к слышимому шуму и ускоренному износу подшипников.
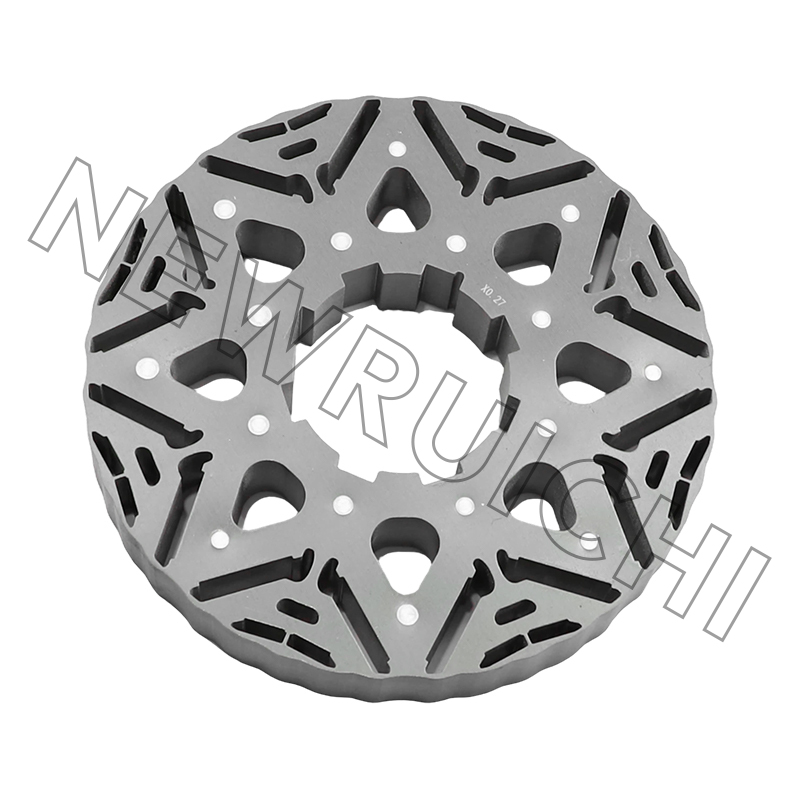
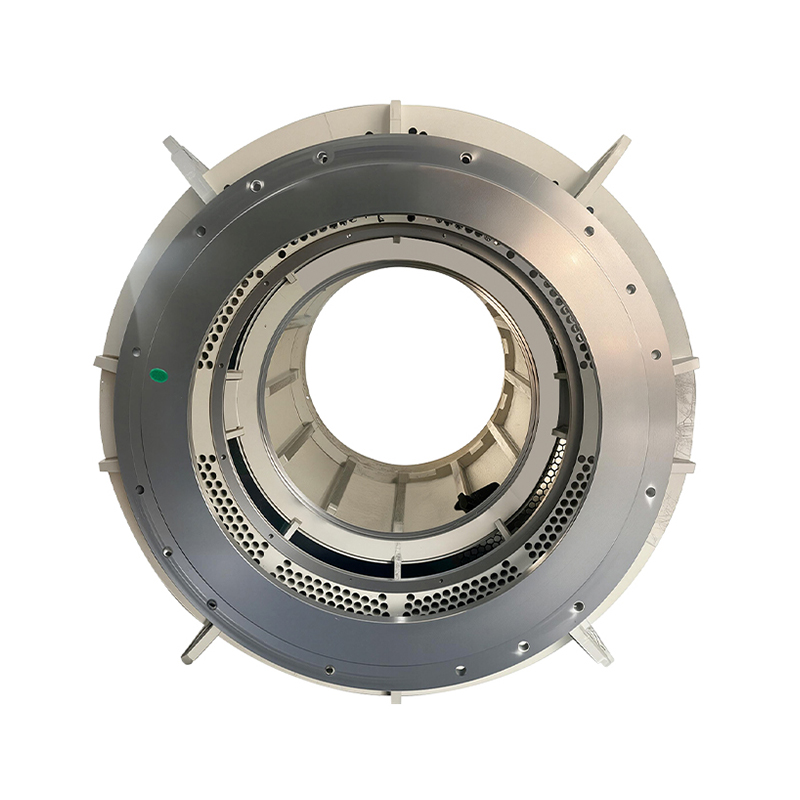
Конструкция сердечника ротора статора: согласование полюсов и пазов и оптимизация магнитной цепи
сердечник ротора статора Конфигурация — комбинация количества пазов статора, количества полюсов ротора и их геометрического соотношения — является основной проектной переменной, определяющей величину пульсаций крутящего момента, зубцовый момент и индуктивность обмотки в серводвигателях. Правильная комбинация — это не просто вопрос выбора большого количества полюсов или большого количества слотов; это требует систематической оценки гармонических взаимодействий между распределением МДС статора и картиной потока ротора.
Ниже приведены общие комбинации полюсов и пазов, используемые в конструкциях серводвигателей, и их рабочие характеристики:
| Комбинация полюса/слота | Зубчатый крутящий момент | Фактор обмотки | Типичное применение |
|---|---|---|---|
| 8П/12С | Низкий | 0.866 | Сервопривод общего назначения, робототехника |
| 10П/12С | Очень низкий | 0.933 | Высокоточное позиционирование, прямой привод. |
| 6П/9С | Средний | 0.866 | Компактный сервопривод, медицинское оборудование |
| 14П/12С | Очень низкий | 0.933 | Низкий-speed high-torque, collaborative robots |
Помимо выбора полюса и паза, для дальнейшего ослабления гармоник зубчатого момента применяются вспомогательные конструктивные особенности геометрии сердечника ротора статора, включая перекос паза статора, перекос магнита ротора и снятие фасок на вершине зуба. Эти геометрические уточнения реализуются на этапе ламинирования, что делает их точное выполнение зависимым от той же точности размеров, которая обсуждалась в предыдущем разделе.
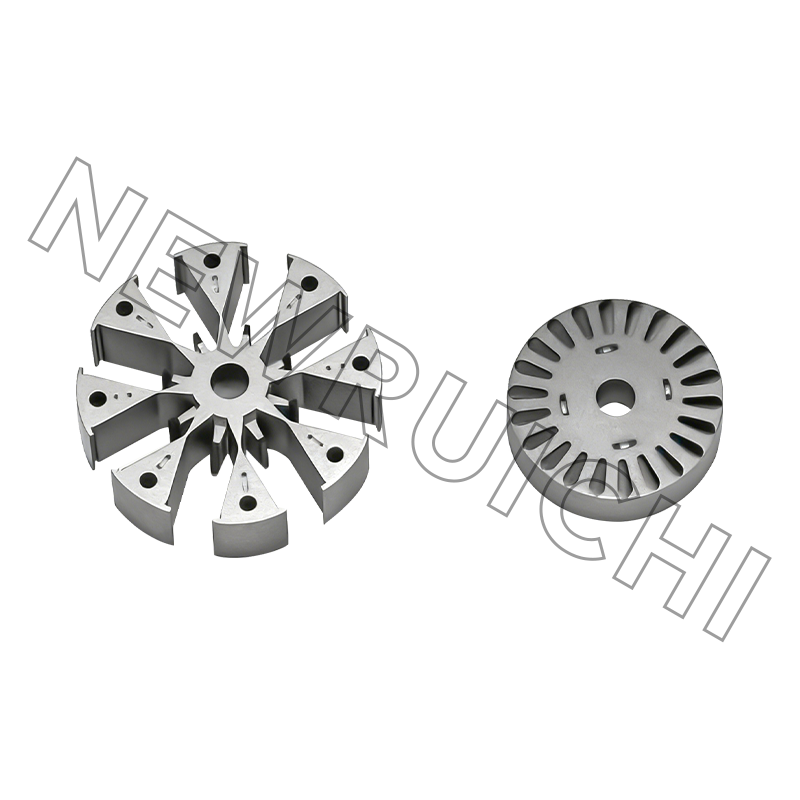
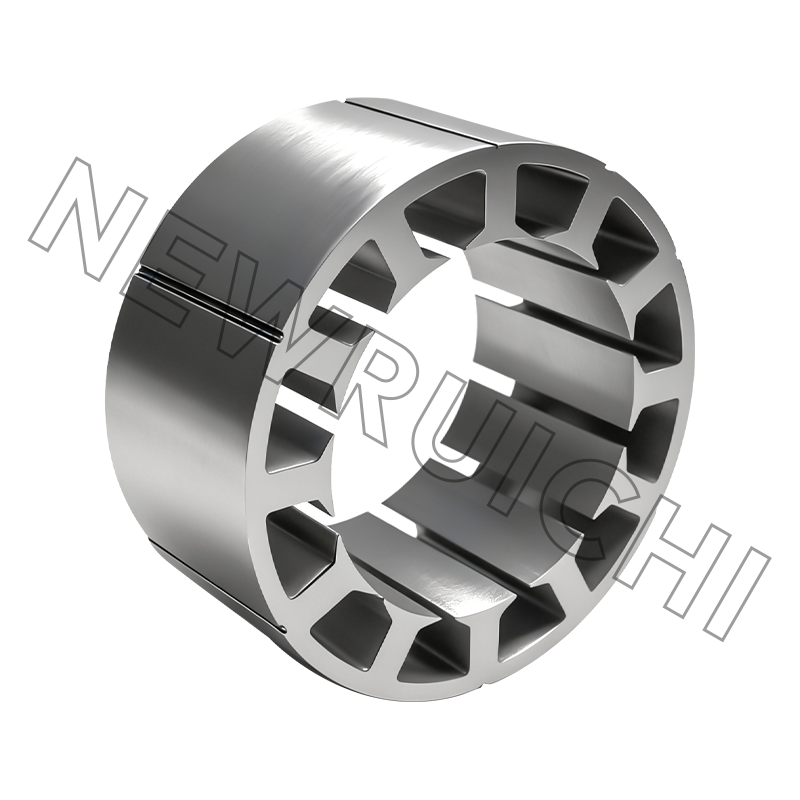
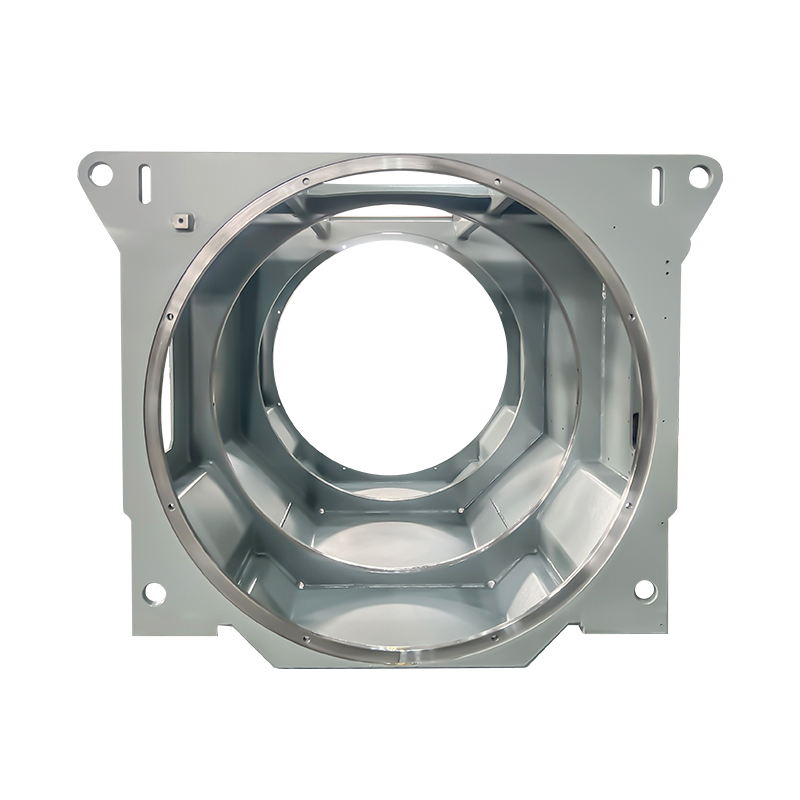
Укладка, склеивание и сборка ядра: от слоев к функциональным ядрам
Отдельные пластины статора и ротора серводвигателя приобретают свою полную функциональную ценность только при сборке в единый сердечник с постоянным межламинарным контактом и точным осевым выравниванием. Выбранный метод сборки влияет на механическую целостность, магнитные характеристики и пригодность для последующих производственных процессов, включая установку обмотки и балансировку ротора.
primary stacking and bonding methods used for servo-grade cores are:
- Блокировка (самозажим) - штампованные углубления или выступы соединяют соседние пластины во время укладки, обеспечивая механическое сцепление без клея или крепежных элементов; наиболее распространенный метод для крупносерийного производства благодаря скорости и экономической эффективности.
- Лазерная сварка — валики осевого шва, нанесенные по наружному диаметру пакетированного сердечника; создает жесткую сборку с хорошей стабильностью размеров, хотя напряжение, вызванное сваркой, может незначительно увеличить локальные потери в сердечнике в затронутых зонах.
- Клеевое соединение (склеенные стопки ламинатов) — анаэробные или эпоксидные клеи, наносимые между поверхностями ламинирования; устраняет механическое напряжение от сварки или соединения, сохраняя полные магнитные свойства каждого слоя; предпочтителен для сверхмалошумящих и высокоточных сервоприводов
- Сквозной болт в сборе — пластины выравниваются на прецизионной оправке и закрепляются сквозными болтами; используется в первую очередь для рам больших размеров, где блокировка или сварка нецелесообразны.
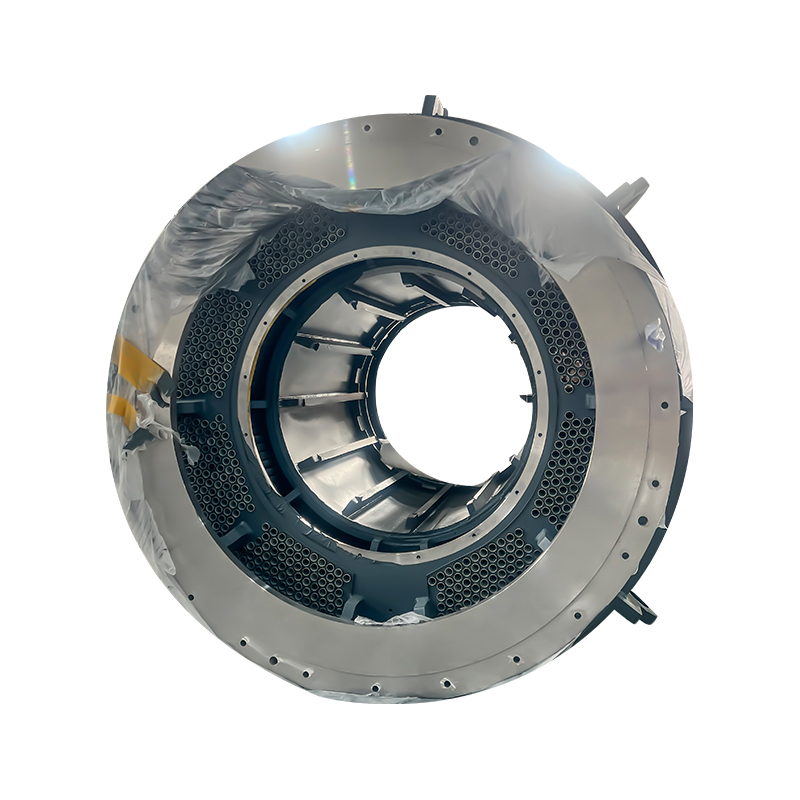
Для сердечников роторов в серводвигателях с постоянными магнитами точное осевое выравнивание особенно важно. Несовпадение между пакетом пластин ротора и геометрией крепления магнита приводит к асимметричным путям магнитного потока, что увеличивает как зубчатый момент, так и акустический шум во время работы.
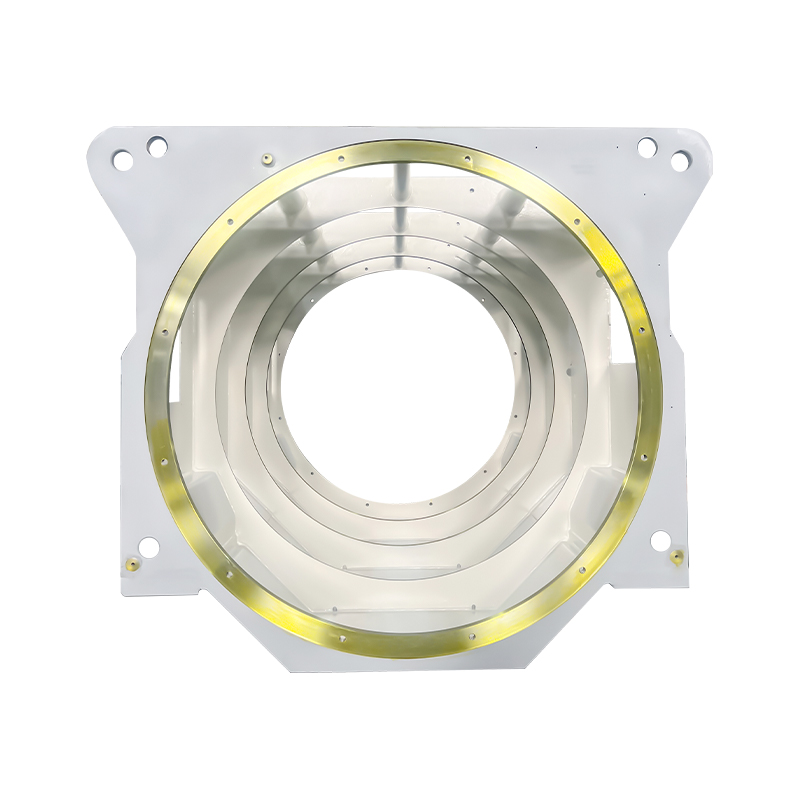
Варианты настройки геометрии ламинирования серводвигателя
Стандартная геометрия ламината охватывает наиболее распространенные размеры корпусов серводвигателей и конфигурации полюсов-паз, но для многих приложений с точным перемещением требуются индивидуальные конструкции ламината, отвечающие конкретным требованиям к производительности, упаковке или интеграции. Настройка геометрии ламинирования доступна для следующих размеров:
- Внешний и внутренний диаметр — адаптированы к конкретным размерам корпуса двигателя или ограничениям интеграции с прямым приводом
- Форма прорези и ширина проема — оптимизирован для конкретных сечений обмоточных проводов, коэффициентов заполнения и целевых значений индуктивности утечки в пазах.
- Геометрия кончика зуба — угол фаски и ширина вершины отрегулированы таким образом, чтобы сбалансировать уменьшение крутящего момента и плотность магнитного потока в области вершины зуба.
- Геометрия магнитного кармана ротора - для конструкций роторов с внутренним постоянным магнитом (IPM) форма кармана определяет эффективность барьера магнитного потока и коэффициент заметности, оба из которых влияют на вклад реактивного крутящего момента и полосу динамического управления.
- Длина стека — отрегулировано для достижения целевых значений плотности крутящего момента в пределах осевых ограничений компоновки
Прототип оснастки для индивидуальной геометрии ламинирования может быть изготовлен по относительно низкой цене с использованием проволочной электроэрозионной или лазерной резки для первоначальной проверки, а прогрессивная штамповая оснастка вводится в эксплуатацию после подтверждения геометрии. Этот двухэтапный подход позволяет разработчикам двигателей дорабатывать геометрию пластин без преждевременных инвестиций в большие объемы инструментов.
Результаты производительности: что обеспечивают высококачественные ядра в приложениях
cumulative effect of material selection, dimensional precision, optimized pole–slot design, and careful assembly is measurable at the system level. Servo motors built on high-quality motor stator cores and precision-stamped laminations consistently demonstrate the following performance characteristics compared to motors using lower-specification cores:
- Уменьшение пульсаций крутящего момента — обеспечение более плавных профилей движения в роботизированных соединениях и на этапах линейного позиционирования, что дает прямую выгоду для качества обработки поверхности при механической обработке и точности траектории при автоматизации захвата и размещения.
- Более низкая рабочая температура — уменьшенные потери в сердечнике приводят к меньшему выделению тепла при номинальной нагрузке, продлевают срок службы изоляции обмоток и обеспечивают более высокие непрерывные рабочие циклы без снижения номинальных характеристик.
- Более быстрый динамический отклик — более низкие магнитные потери и более высокая проницаемость улучшают стабильность постоянного крутящего момента двигателя во всем диапазоне рабочих скоростей, обеспечивая более узкую полосу пропускания токовой петли в сервоприводе
- Снижение вибрации и акустического шума. — контролируемая плоскостность пластин, гладкие края пазов и точный баланс ротора подавляют механические силы возбуждения, генерирующие звуковой шум, — требование, которое все чаще предъявляется в медицинских, полупроводниковых и совместных робототехнических приложениях.
- Стабильная производительность от партии к партии — жесткие допуски на размеры во всех производственных циклах гарантируют, что параметры производительности двигателя остаются в пределах спецификации на протяжении всего срока производственной программы, что снижает необходимость в индивидуальной калибровке двигателя на этапе интеграции системы.
В условиях высокоциклового производства, где серводвигатели могут выполнять десятки миллионов перемещений в год, эти преимущества производительности суммируются на протяжении всего срока службы системы — снижение энергопотребления, увеличение интервалов технического обслуживания и улучшение общей стоимости владения по сравнению с двигателями, построенными на компонентах сердечника ротора статора с более низкими характеристиками.
Ваш адрес электронной почты не будет опубликован. Обязательные поля отмечены *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Телефон/Телефон:
+86-18861576796 +86-18261588866
Телефон/Телефон:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Авторское право © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. Все права защищены.
Производители сердечников статора и ротора
