 ru
ru
 English
English Deutsch
DeutschКорпус и направляющая рамы ветрогенератора
Контент
- 1 Конструктивная роль корпуса ветрогенератора
- 2 Условия нагрузки, действующие на корпус генератора
- 3 Различия в конструкции: конфигурации турбин с редуктором и прямым приводом
- 4 Материалы и методы изготовления корпусов генераторов
- 5 Требования к точному выравниванию и стандарты обработки
- 6 Защита поверхности и предотвращение коррозии в суровых условиях
- 7 Обеспечение качества и сертификация производства корпусов генераторов
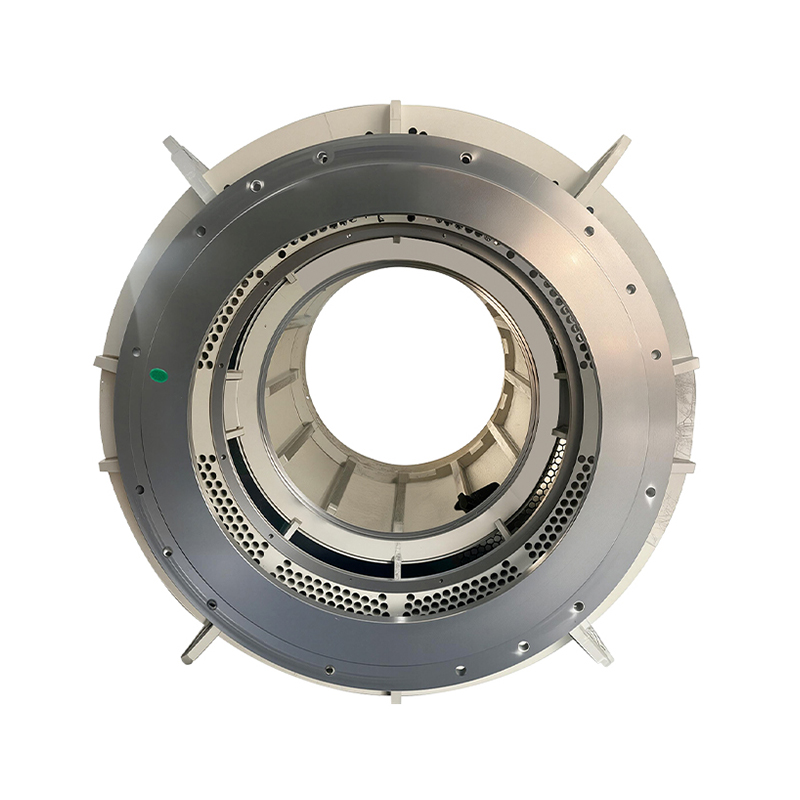
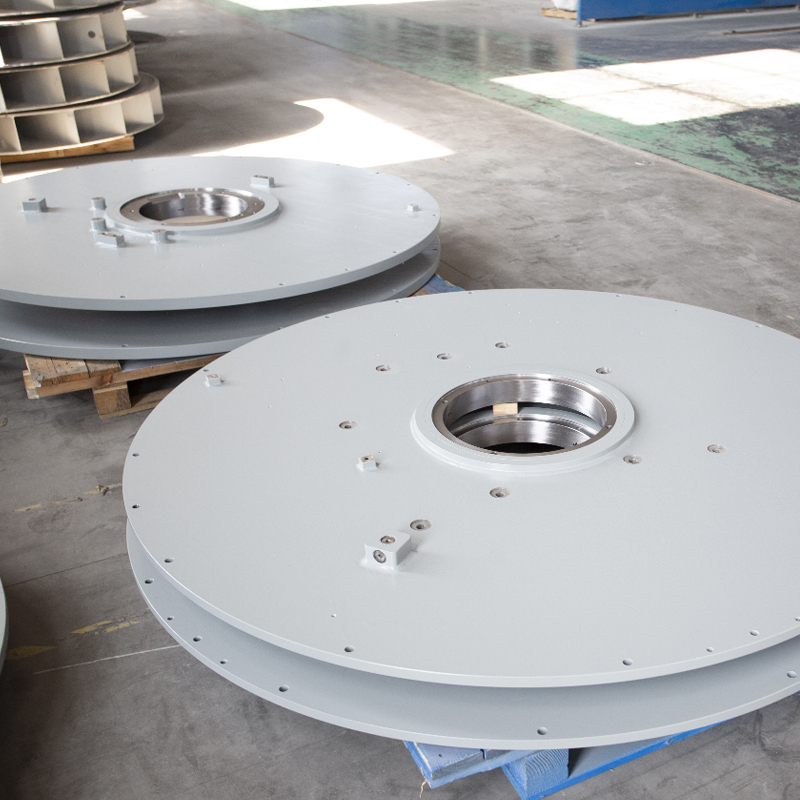
Конструктивная роль корпуса ветрогенератора
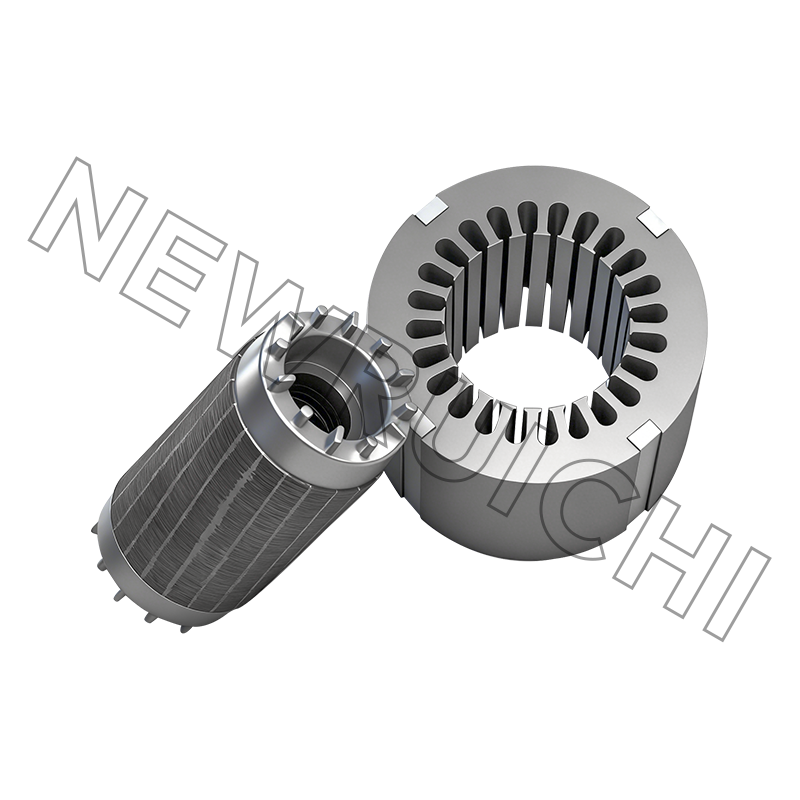
корпус генератора ветряной турбины — также называемый рамой генератора ветряной турбины или основанием генератора — является важнейшим основным компонентом ветрогенераторов, расположенным на вершине башни внутри гондолы. Его функция выходит далеко за рамки простого ограждения. Корпус генератора образует основной несущий интерфейс между генератором и более широкой конструкцией гондолы, соединяясь с основной рамой спереди и поддерживая полный вес генератора сзади. В этом положении он должен одновременно справляться со статическими гравитационными нагрузками, динамическим рабочим крутящим моментом, изгибающими моментами, вызванными ветром, и вибрацией, передаваемой через трансмиссию, — и все это при сохранении точных размерных соотношений, необходимых для эффективного производства энергии.
importance of the wind turbine generator frame is best understood by considering the consequences of its failure or dimensional inaccuracy. Misalignment between the generator and gearbox — or between the generator and main shaft in direct-drive configurations — introduces asymmetric bearing loads, accelerated gear and bearing wear, elevated vibration signatures, and ultimately premature drivetrain failure. Given that wind turbines are expected to operate for 20 to 25 years with minimal major maintenance, and that nacelle access at hub heights of 80 to 140 meters is logistically complex and costly, the structural integrity and dimensional precision of the generator housing are non-negotiable requirements with direct financial consequences across the turbine's operational lifetime.
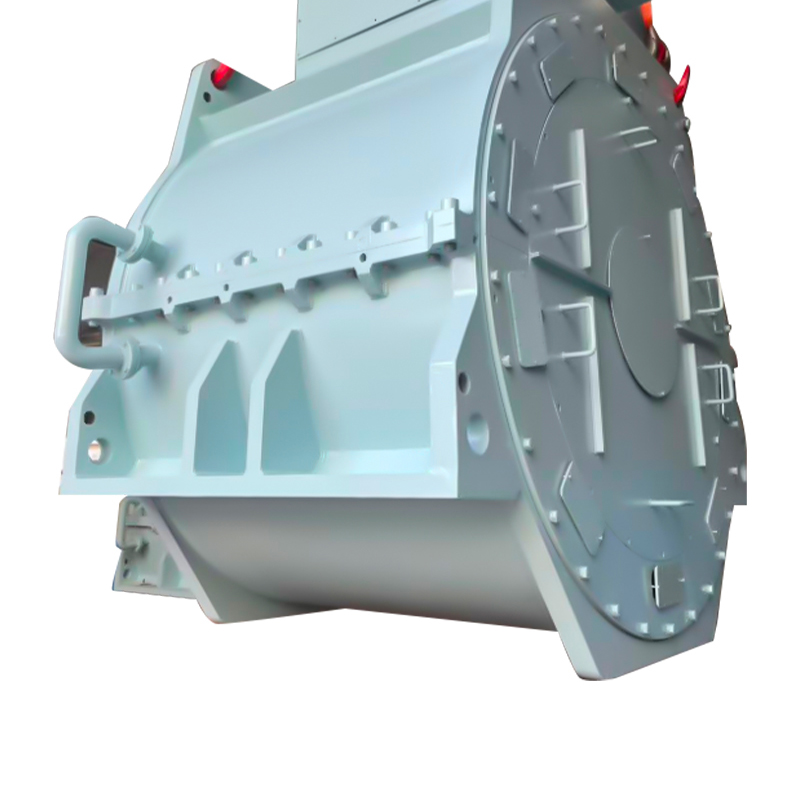
Условия нагрузки, действующие на корпус генератора
рама генератора ветряной турбины работает в одной из самых механически требовательных сред промышленного оборудования. В отличие от стационарного промышленного оборудования, нагрузки которого в основном статичны и предсказуемы, корпус генератора ветряной турбины должен выдерживать непрерывный спектр динамических нагрузок, величина и направление которых постоянно меняются в зависимости от ветровых условий, рабочего состояния турбины и положения рыскания. Понимание этих категорий нагрузки необходимо для понимания того, почему проектирование рамы генератора является сложной задачей проектирования конструкций, а не простой задачей изготовления.
- Гравитационные нагрузки — Собственный вес генератора — обычно от 15 до 80 тонн в зависимости от мощности турбины — действует как постоянная сила, направленная вниз, на монтажную поверхность рамы генератора. В более крупных турбинах мощностью в несколько мегаватт сама по себе эта статическая нагрузка требует таких поперечных сечений рамы и характеристик материалов, которые в большинстве промышленных контекстов можно было бы считать перепроектированными.
- Рабочий крутящий момент — Реактивный момент от электромагнитного торможения генератора — сила, которая препятствует вращению ротора при извлечении электроэнергии, — передается непосредственно в корпус генератора ветряной турбины. Этот крутящий момент может достигать нескольких сотен килоньютон-метров в машинах мощностью в несколько мегаватт и меняет направление во время сбоев в сети, вызывая циклическое скручивающее напряжение на конструкцию рамы на протяжении всего срока службы турбины.
- Изгибающие моменты, вызванные ветром — Силы тяги со стороны ротора создают изгибающие моменты, которые распространяются через главный вал и редуктор на раму генератора. В экстремальных ветровых условиях (штормовые нагрузки, аварийная остановка) эти моменты достигают своих максимальных значений и должны поглощаться рамой без остаточной деформации, которая могла бы поставить под угрозу выравнивание.
- Вибрационная и усталостная нагрузка — Дисбаланс ротора, возбуждение частоты прохождения лопастей, гармоники зубчатого зацепления и пульсации электромагнитного крутящего момента генератора — все это создает вибрационные нагрузки на разных частотах. Рама генератора ветряной турбины должна быть спроектирована с достаточной жесткостью, чтобы избежать резонанса на этих частотах возбуждения, и с достаточной усталостной стойкостью, чтобы выдержать миллиарды циклов нагрузки, накопленных за 20-летний срок службы.
- rmal loads — Разница температур между внутренней частью корпуса генератора, нагреваемой за счет потерь генератора, и внешней средой гондолы создает дифференциальное тепловое расширение, которое необходимо компенсировать, не внося перекос или не ограничивая тепловой рост генератора, который может привести к повреждению монтажных интерфейсов.
Различия в конструкции: конфигурации турбин с редуктором и прямым приводом
mechanical architecture of the wind turbine fundamentally shapes the design requirements for the wind turbine generator housing. Two dominant drivetrain configurations — geared and direct-drive — impose substantially different load profiles and alignment requirements on the generator frame, resulting in distinct structural designs optimized for each architecture.
Корпуса турбинных генераторов с редуктором
В обычных ветряных турбинах с редуктором низкоскоростной главный вал соединяется с коробкой передач, которая увеличивает скорость вращения перед тем, как привести в действие относительно компактный высокоскоростной генератор. Рама генератора ветряной турбины в этой конфигурации должна обеспечивать точное соосность между выходным валом редуктора и входным валом генератора, что обычно достигается за счет гибкой муфты, но при этом требуется, чтобы две осевые линии вала оставались в жестких пределах углового и параллельного смещения при всех условиях рабочей нагрузки. Конструктивная конструкция рамы должна сохранять это выравнивание, несмотря на отклонения, вызванные весом генератора, реакцией крутящего момента и динамическими нагрузками, что требует тщательного анализа методом конечных элементов на этапе проектирования, чтобы проверить соответствие прогибам в диапазоне полной нагрузки.
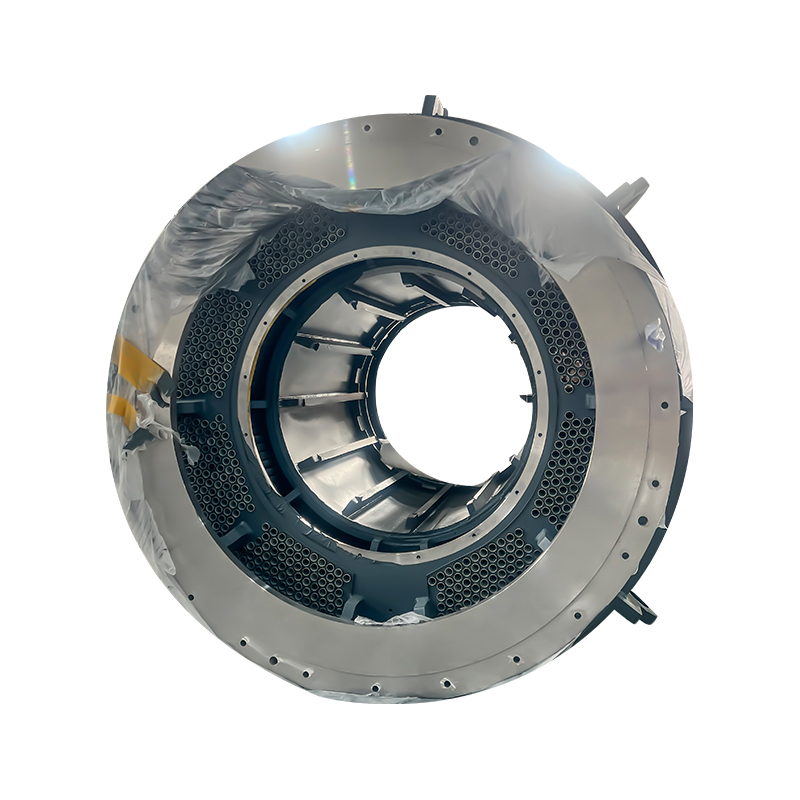
Рамы турбогенераторов с прямым приводом
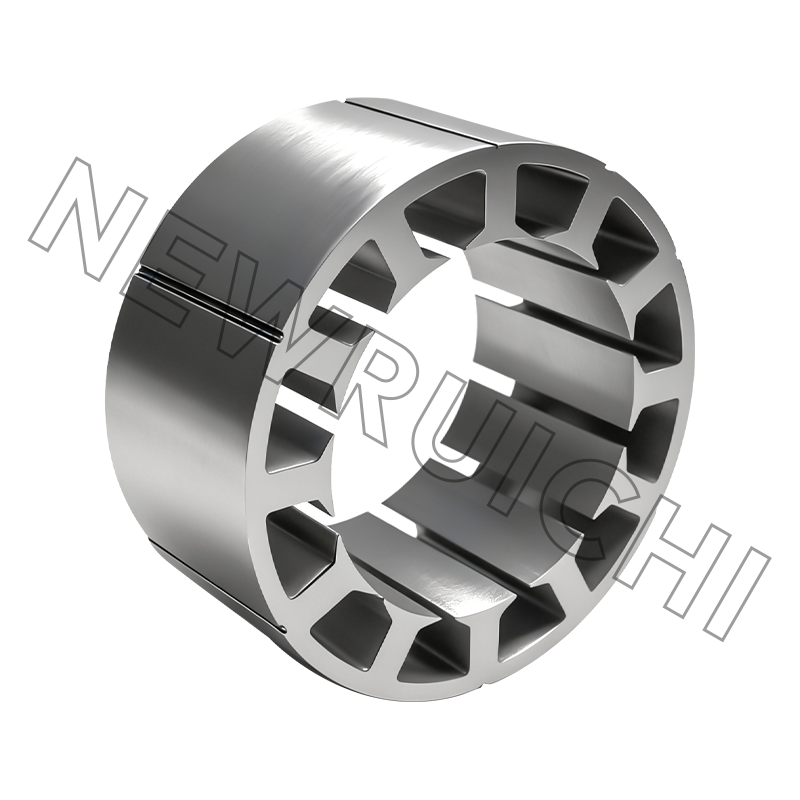
Ветряные турбины с прямым приводом полностью исключают коробку передач, а ступица ротора подключается непосредственно к низкоскоростному генератору большого диаметра. Рама генератора ветряной турбины в конфигурациях с прямым приводом берет на себя еще более важную конструктивную роль — она должна поддерживать генератор, который значительно больше и тяжелее, чем его эквивалент с редуктором (часто от 50 до 100 тонн в морских многомегаваттных машинах), сохраняя при этом точную однородность воздушного зазора между ротором и статором, что важно для электромагнитной эффективности и предотвращения контакта ротор-статор. Конструктивный каркас в турбинах с прямым приводом часто объединяется с корпусом главного подшипника и образует непрерывный путь нагрузки от ступицы ротора до верха башни, что делает его одной из самых сложных конструктивных отливок или изделий во всей турбине.
Материалы и методы изготовления корпусов генераторов
material and manufacturing process selected for a wind turbine generator housing must satisfy simultaneous requirements for structural strength, stiffness, fatigue resistance, dimensional accuracy, weldability or castability, and machinability at the precision interfaces where the generator and drivetrain components mount. Two primary manufacturing routes dominate current production: structural steel fabrication and ductile iron casting.
Сборные рамы из конструкционной стали
Стальные рамы генераторов ветряных турбин изготавливаются из листовой и конструкционной стали, разрезаются по профилю и привариваются для получения необходимой трехмерной геометрии. Этот подход обеспечивает гибкость конструкции — геометрию рамы можно детально оптимизировать без ограничений возможности литья — и хорошо подходит для малых и средних объемов производства, где инвестиции в оснастку для литья не оправданы. Высокопрочные марки конструкционной стали — распространенные спецификации S355 и S420 — обеспечивают предел текучести и вязкость, необходимые для условий усталостных нагрузок. Качество сварных швов является важнейшим параметром производства готовых рам; все конструкционные сварные швы должны соответствовать как минимум уровню качества B EN ISO 5817 с контролем полного провара с помощью ультразвукового или радиографического контроля в местах с высокими нагрузками.
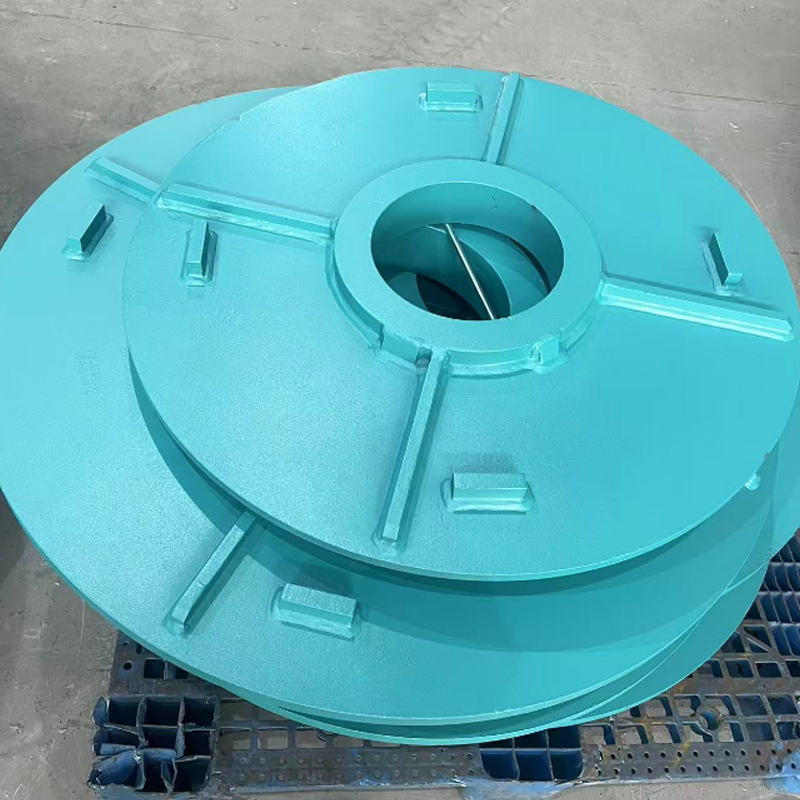
Литые рамы из ковкого чугуна
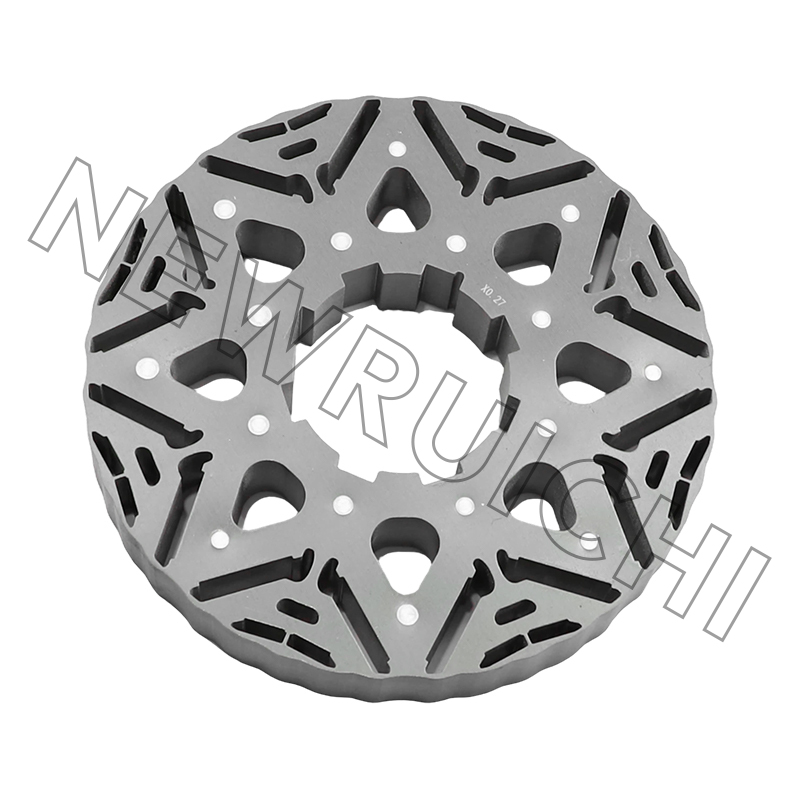
При более высоких объемах производства литье из ковкого чугуна дает значительные преимущества при изготовлении рамы ветрогенератора сложной трехмерной геометрии со встроенными ребрами, выступами и монтажными площадками, чего было бы чрезвычайно трудно достичь в сборных конструкциях. Ковкий чугун марки EN-GJS-400-18-LT, выбранный из-за сочетания прочности, пластичности и ударопрочности при низких температурах для установки в холодном климате, является стандартной спецификацией материала. Литые рамы достигают окончательной точности размеров за счет прецизионной обработки всех важных монтажных поверхностей, при этом допуски на плоскостность монтажной площадки генератора обычно составляют не более 0,05 мм по всей монтажной площади.
| Недвижимость | Стальная сборная рама | Литая рама из ковкого чугуна |
| Геометрическая сложность | Умеренный — ограничен производителем | Высокий — возможны сложные внутренние функции |
| Инструментальные инвестиции | Низкий | Высокая (модель и основной инструмент) |
| Стоимость единицы при объеме | Высшее | Низкийer |
| Гибкость времени выполнения | Высокий — нет времени на выполнение шаблона | Низкийer — foundry scheduling dependent |
| Модификация дизайна | Быстро и недорого | Медленно и дорого (переработка шаблона) |
Требования к точному выравниванию и стандарты обработки
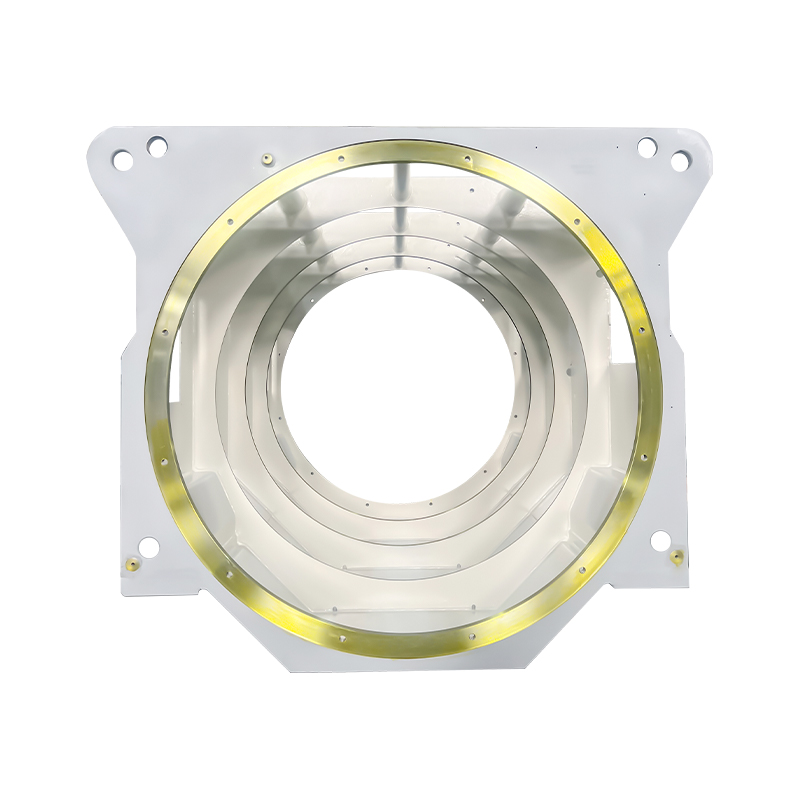
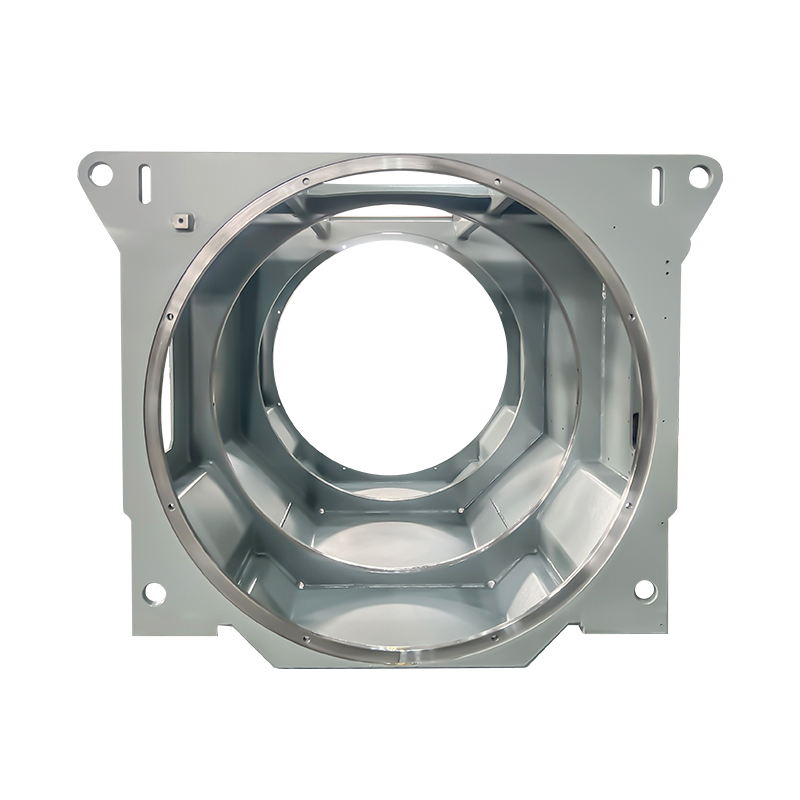
рама генератора ветряной турбины ensures precise alignment and positioning between the generator and the gearbox or main shaft — a requirement that translates into extremely demanding machining specifications for the frame's mounting interfaces. Achieving and maintaining this alignment over the turbine's 20-year service life requires that the machined surfaces retain their dimensional accuracy despite the structural deflections, thermal cycles, and fatigue loads accumulated during operation.
К критическим механическим элементам корпуса генератора ветряной турбины относятся поверхности монтажных площадок генератора, которые должны быть копланарными с жесткими допусками плоскостности, чтобы обеспечить равномерное распределение нагрузки по всем монтажным болтам, а также центрирующее отверстие или элементы привода, которые размещают генератор концентрично относительно осевой линии трансмиссии. Позиционные допуски на элементы соосности обычно указываются в диапазоне от ±0,1 мм до ±0,2 мм, что достигается за счет прецизионных операций горизонтального растачивания и фрезерования с ЧПУ с использованием крупноформатных обрабатывающих центров, способных вместить полный корпус кадра за одну установку. Обработка всех критических интерфейсов за один установ устраняет совокупные позиционные ошибки, которые могут возникнуть в результате изменения положения заготовки между операциями, и считается единственным надежным методом достижения требуемой межэлементной точности на больших рамах генераторов.
Защита поверхности и предотвращение коррозии в суровых условиях
Ветровые турбины работают в самых агрессивных средах, с которыми сталкивается промышленное оборудование: морские установки сталкиваются с постоянными солевыми брызгами и высокой влажностью, в то время как береговые установки в прибрежных, пустынных и холодных климатических регионах сталкиваются с собственными проблемами коррозии. Корпус ветрогенератора должен быть защищен от коррозии на протяжении всего срока службы, не требуя обслуживания покрытия, которое влечет за собой необходимость капитальной разборки компонентов гондолы.
Системы защиты поверхности корпусов генераторов при стандартном применении на суше обычно состоят из грунтовки с высоким содержанием цинка, наносимой безвоздушным распылением до минимальной толщины сухой пленки 60 микрон, после чего наносятся эпоксидные промежуточные покрытия и полиуретановое верхнее покрытие, в результате чего общая толщина системы составляет от 200 до 320 микрон в соответствии с категорией коррозионной активности C3 или C4 по стандарту ISO 12944. Морские установки требуют усиленных систем защиты, соответствующих требованиям C5-M — часто включающих термически напыленный цинк или алюминий в качестве дополнительного барьера под системой окраски — для достижения 25-летней необслуживаемой защиты от коррозии, которая требуется для недоступных компонентов морской гондолы. Обработанные поверхности и прецизионные интерфейсы защищаются съемными консервирующими составами при хранении и транспортировке, удаляемыми при монтаже для восстановления точности размеров монтажных поверхностей.
Обеспечение качества и сертификация производства корпусов генераторов
Корпуса генераторов ветряных турбин являются критически важными с точки зрения безопасности компонентами, на которые распространяются требования сертификации независимых органов по сертификации типа, включая DNV, Bureau Veritas, TÜV SÜD и Lloyd's Register, чье одобрение требуется до коммерческого внедрения конструкции турбины. Требования к обеспечению качества при производстве корпусов генераторов соответственно строгие и включают отслеживание материалов, неразрушающий контроль, проверку размеров и документированный контроль процесса на каждом этапе производства.
- Сертификация материалов — Все листы и профили из конструкционной стали должны поставляться с сертификатами испытаний материалов в соответствии с EN 10204 3.2, проверенными независимым контролирующим органом и подтверждающими химический состав, механические свойства и результаты испытаний на удар при указанной температуре испытаний.
- Порядок сварки и квалификация сварщика — Вся сварка конструкций должна выполняться в соответствии с квалифицированными спецификациями процедур сварки (WPS), разработанными и испытанными в соответствии с EN ISO 15614, при этом все сварщики должны иметь действующие квалификационные сертификаты для соответствующего процесса сварки, группы материалов и конфигурации соединения.
- Неразрушающий контроль (НКЭ) — Сварные швы с полным проваром в местах повышенных напряжений подвергаются ультразвуковому контролю (УЗК) или радиографическому контролю (РТ) для выявления внутренних дефектов. Магнитопорошковое испытание (MT) применяется ко всем выступам сварных швов и участкам поверхности с высоким напряжением для обнаружения поверхностных и приповерхностных трещин, которые могут вызвать усталостные разрушения.
- Отчет о проверке размеров — Полноразмерный отчет о проверке, созданный с использованием измерений всех критических характеристик с помощью КИМ, составляется для каждого корпуса генератора и сохраняется в виде записи о качестве, которая подтверждает сертификационную документацию турбины и обеспечивает основу для любой будущей оценки состояния.
-

Ваш адрес электронной почты не будет опубликован. Обязательные поля отмечены *





![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Телефон/Телефон:
+86-18861576796 +86-18261588866
Телефон/Телефон:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Авторское право © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. Все права защищены.
Производители сердечников статора и ротора
